

加热系统介绍——ZaX
加热系统
在许多的生产领域中,热能的应用是十分广泛的。目前工业生产所需热能大多以电能转化而获得,一般上称为电热。
而其转化的方法则不胜枚举,从简单的把一根导电体接到电源上到复杂的以辐射热加温可谓多不胜数。
要真正了解电热这一课题,不但须要了解不同的电热方法,而且热的传导方式及各材料与热的关系等等,都必须有所认识,而当利用热能于加工程序时,更须清楚了解程序对热量的要求条件。
电热的基本理论
在正常的情形下,导电体内的电离子都游离于元素的原子之间,而当接上电源时,电离子则加速的流动。在这运动之中,它们与原子则发生『碰撞』,而使其产生震动。在大量震动中,导体本身的温度亦随之而上升,故产生了电热现象。而在热学的角度上而言,如果我们要使一个物体由一个温度而提升到另一个温度时,我们必须给于输入一定的热量,而其间的关糸,可以从以下的程式而理解:
总热量的要求 = 物体升温热量要求 + 热量的耗热
物体升温要求的热量 = 物体质量 x 物体的比热 x 温差
热量的耗损 = 对各加工物的传导 + 向加热范围内的流失
所以以电热而言,热量的消耗与电源的电量消耗是成正比的。
一般上,在工业与家庭电器上的热源都由电阻式加热而获得,电阻式加热也是一种较简单及普及方法。
电阻式加热是把电源接上低电阻导体两端而使其电离子做高速的流动而于导体表面散发出大量的热能。
恒定温度加热法(恒温加热)
其实恒定热量加温也是一种应用电阻式加温的方式。其主要的设计为将一 组或多组的电阻电热器放置在一块有良好导热特性的物体上,从而使热量 逐渐传导而扩散到物体整个部份。其他需要摄取热量的物体,则须紧靠在 其表面上。由于其导热物体本身的质量,恒温加热一般上都须要一定的时 间给予加热及冷却,所以不适合用在需要迅速加热与冷却的系统上。
脉冲加热法
脉冲加热法也是一种应用电阻式的加热法,但其主要的设计为把产生热量 的电阻设成加热器的形状。而电阻方面则是令电流通过一个极小的横截面,而使这横截面产生极大的热量。由于横截面十分小,所以在加热与冷却都十分迅速,但这也造成了控制其温度的高度困难,但由于电子工业的进步,我们也掌握了控制其温度方法----脉冲加热法。
脉冲加热是把电流转化为一连串不同波长的脉波而使其通过加热的电阻,应此电阻也因各脉波的通过而自行调整其热量,从而得到温度上的控制。

钛合金热压头
恒温加热与脉冲加热的比较
恒温加热与脉冲加热在工序上的应用是十分相同的,但由于这两种方法在温度控制上有着很大的不同点。
故所产出来的产品质量也相对的有很大的出入,甚至有时候这些差别在短期内并未能觉察出来。
另一方面,由于电子产品的微型化,也使到许多工序也不能用恒温加热法进行,故近年来脉冲加热法已逐渐取代了恒温加热法。
在此举出以锡焊结合的实例,来阐述采用脉冲加热的一些长处:
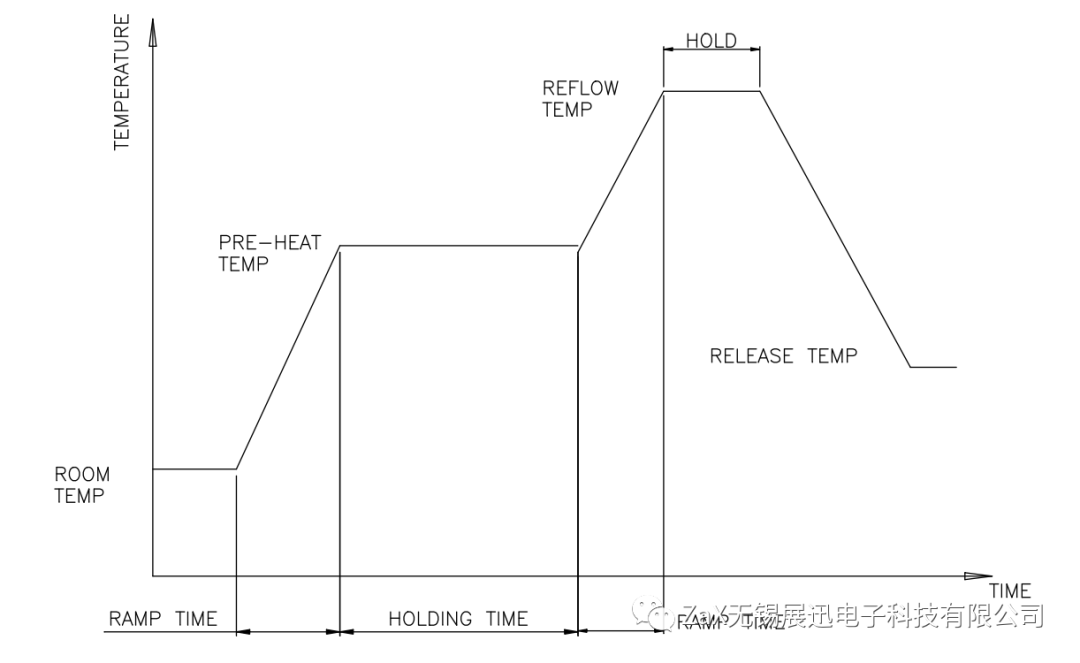
脉冲加热可以设置加温的程序,它可使加工物得以在短时间加热至设定温度及保持其温而在末段又能很快的冷却。
应用于回流焊接上,脉冲加热可以分成两段式加热,所以能以低温的蒸发其助焊剂,及以第二段完成其焊结。而且锡焊结点也可以在冷却固定后,才进行减压,从而更准确的保持在原先的对位上。
对热量消耗有很快补给。
除了本身的电阻外(热压头 THERMODE),没有其他不必要的传导。
更容易的与自动化系统结合。
可以大量减少因温度过高而产生的气泡与不良的导电性。
因为其能够快速的冷却,所以 ACF 的粘合剂能在压力消除时已完全。
温度与时间的流程设定也十分容易。
工控参数也能更容易的获得,也可以更加实际的分析。
温度控制的准确性也大大的提高。
- 上一篇:ACF工艺介绍—ZaX
- 下一篇:没有了;




-
冷焊机和激光焊机二者的区别 [2022-02-18]
但如果谈到冷焊机和激光焊机的区别,一定有些人不能很清楚地理解,以下小编向您介绍冷焊机和激光焊机的区别和特点,帮助您了解两种焊接设备的区别。一、激光焊机与冷焊机的区别。1.原则上的差异。冷焊机的原理是利用充电电容,在10-3~10-1秒的周期内,在10-6~10-5秒的超短时间内放电。电極材料与工件的接触部分会瞬间加热到8000°C~10000°C,等离子熔融金属会通过冶金过渡到工件表面。冷焊机主要
-
激光焊接塑料在医疗零件中的应用 [2021-09-27]
在生物和医学工程领域,激光技术的应用越来越广泛,直接应用于人体的治疗和诊断流程、医疗器械和植入物的制造。 当然,高可靠性和强大的激光系统也良好地应用于医疗器械塑料组件的连接。 那么,这些激光设备的功能怎么样? 他们是怎么工作的? 塑料是许多设备及其零部件的理想材料。 容易成型,容易清洗,材料本身重量轻,只是高温灭菌。 连接两个注塑塑料零件可以通过化学、热效应或机械技术进行。 这取决于产品的
-
激光焊的分类 [2022-05-10]
激光焊的分类一、按控制方式可分为:手动激光焊接机、自动激光焊接机、振镜激光焊接机。二、按激光可分为YAG激光焊接机、半导体激光焊接机、光纤激光焊接。激光焊接有两种基本模式:激光热导焊和激光深熔焊。前者使用的激光功率密度较低(105~106W/cm2)。工件吸收激光后,只达到表面熔化,然后通过热传导将热量传递到工件内部形成熔池。这种焊接方式熔化深度和深度相对较小。后者激光功率密度高(106~107W