

ACF工艺介绍—ZaX
ACF 异方性导电胶制程技术
原理:异方性导电胶是利用非常微小的粒子来做连接的介质,做压合导通.但依照不同的产品导电胶也要用不同的TYPE。
ACF用途
1. COG/LCD
2. COF/LCD
3. TCP/LCD
4. PCB/FPC
5. FPC/FPC
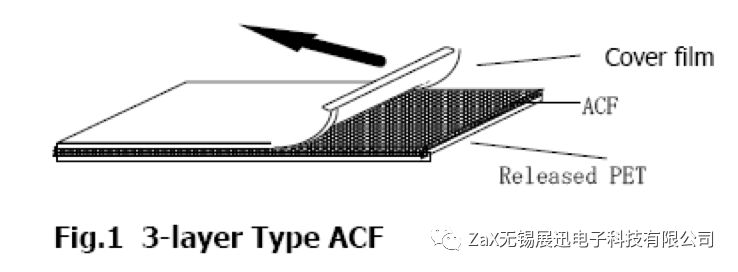
ACF介绍
ACF 一般可分为两层跟三层其分别在于第三层的多了一层离心膜来保护。
因为不同的TYPE ACF的黏性硬度都会不同,所以在做ACF制程时,要先了解是做何产品,要选用哪一种ACF。
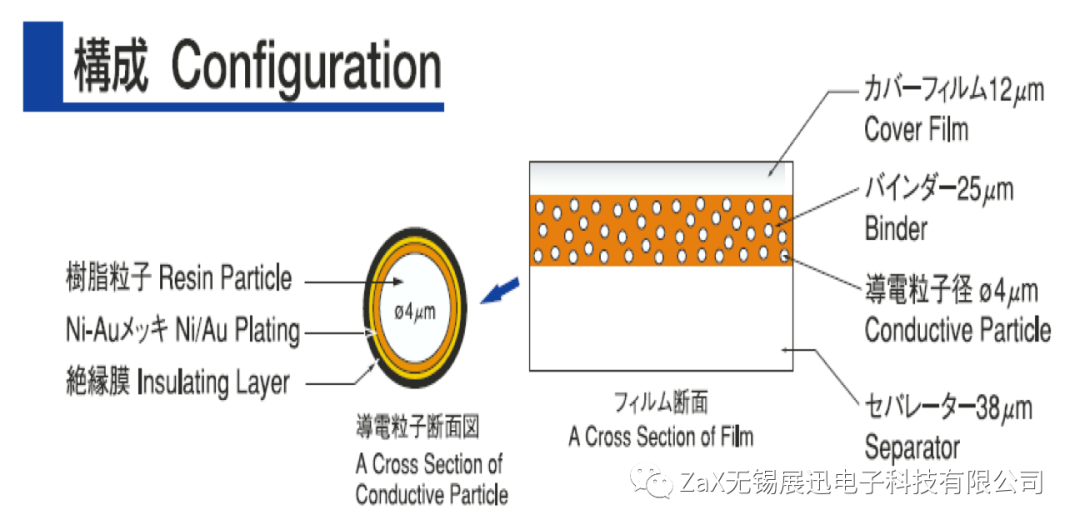
ACF 本身的胶中有非常多的粒子,依照不同产品做不同的选择。
因为ACF为垂直导通横向不导通。
因为在ACF TYPE中会先看是做哪一种产品 PID 的间距是多少,其原因为当粒子密度太高时粒子与粒子会相互接触,而产生横向导通,所以当粒子密度高时会再外围多一层,如下图视:
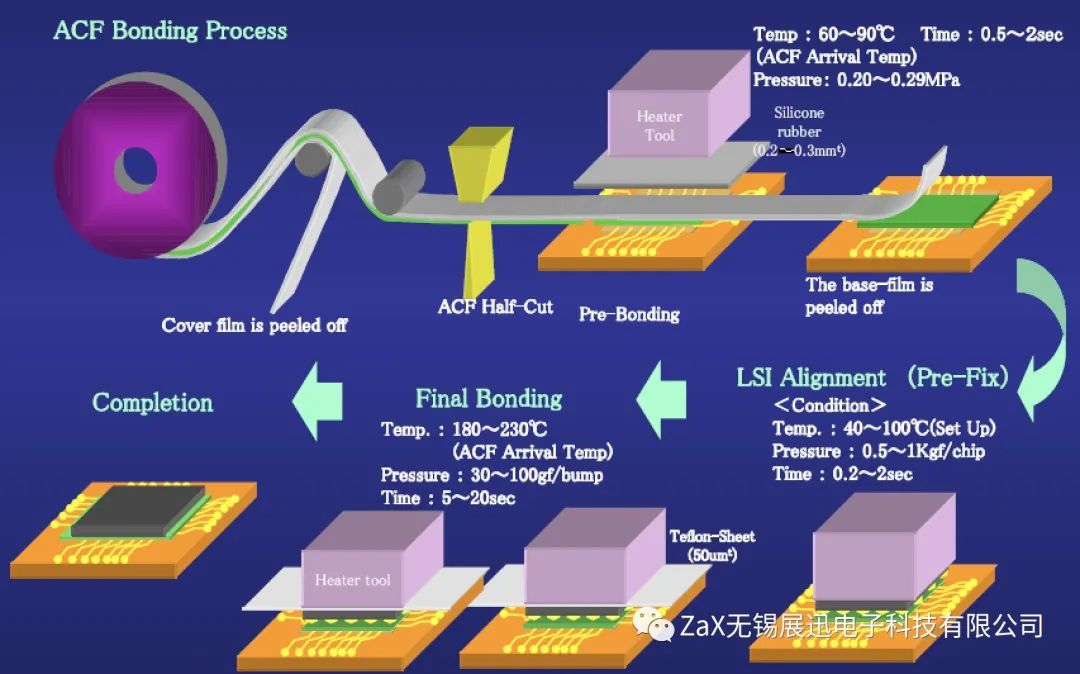
ACF 的制程介绍
约分为三段
a. ACF ATTACHMENT
b. ACF PRE BONDING
c. ACF MAIN BONDING
ACF ATTACHMENT 是将ACF贴附在产品表面要覆盖压合的位置可以使用贴附设备贴附。
ACF PRE BONDING 为预贴是利用低温低压将产品做接合。因为ACF为先热朔在热固,所以温度压力不可超过规格。
ACF MAIN BONDING 为本压 在ACF 规格下做本压接合的动作。
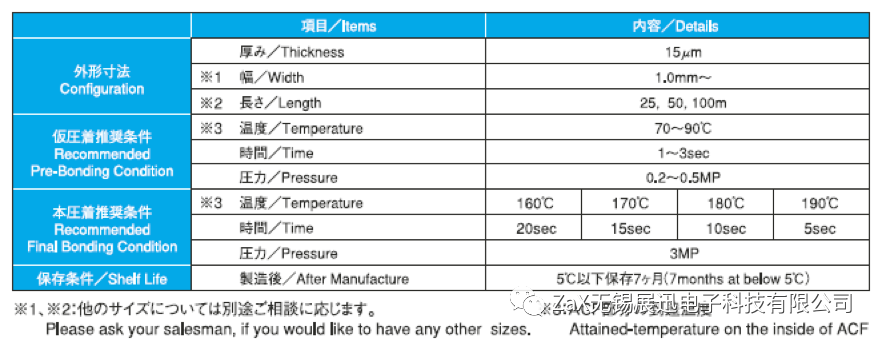
不管是哪一种ACF都会有温度 压力的规格如图示
ACF 压合注意事项
ACF在做压合时要注意的事项
· 温度(依照规格上的温度做实际温度的量测)---可选用温度测试仪,选用扁平测温线进行测量。
· 时间(ACF 一般来说会有压合时间上的要求但也会因压合温度不同也会有不时间的要求)。可以依照产品不同的耐热温度来决定要使用哪一种温度与时间的搭配。
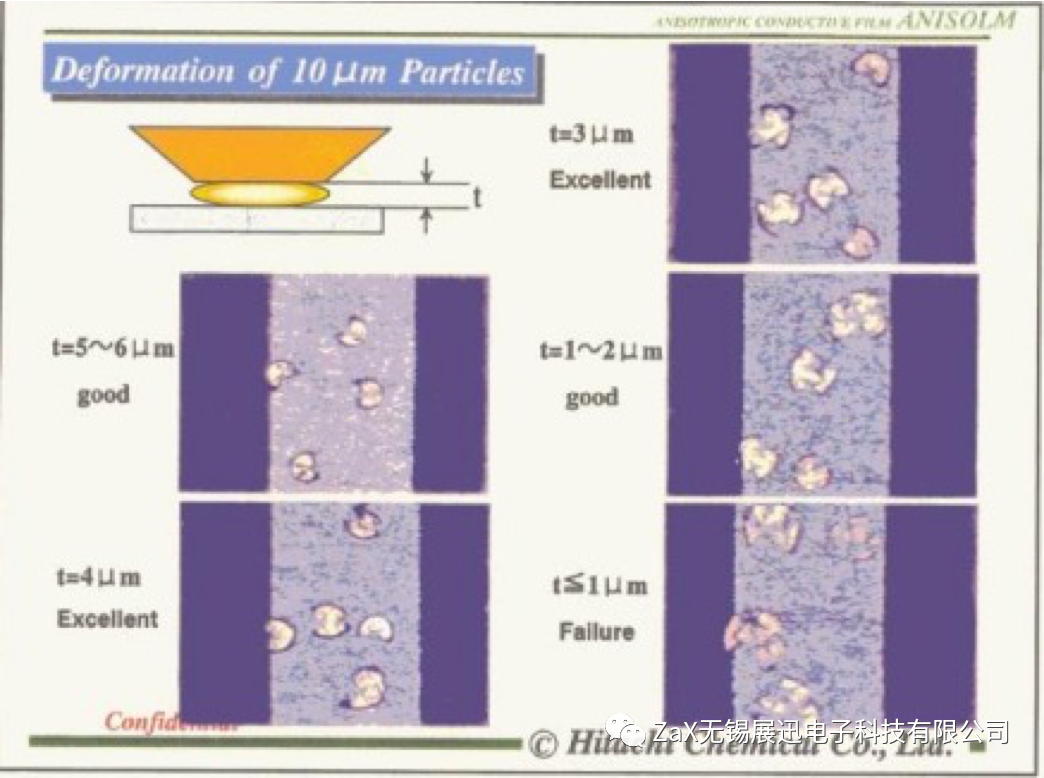
· 压力(相同压力在规格中也会有规定的范围,再利用公式来换算所需之压力,压力是要将粒子压破,但要注意不可以压碎。)如下图为压力换算公式:

· 水平(在ACF制程中平整度很重要。因为一但平整度不够,就会有导电粒子破裂不均的现象,所以一般在做压合时会用缓衝材或铁氟龙来作压合)。-----水平测试选用,ZAX感压纸测试。
ACF常见问题
ACF 黏贴不上?
A. 检查ACF是否有过期,或是放至时间过长
B. 延长压合时间
C. 清洁不够
D. ACF本身就有问题(TYPE)
气泡问题?
A. SAMPLE表面有赃物
B. 压合位置不正确
C. ACF在贴附时已经受伤
D. 使用不同种类的缓衝材或铁氟龙
导电粒子不均?
A. 压力不够重
B. 压合位置不够置中
C. ACF来料有问题(当粒子不均忽左忽右时可性较大)
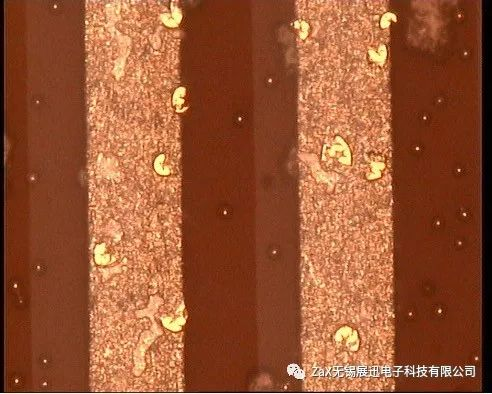
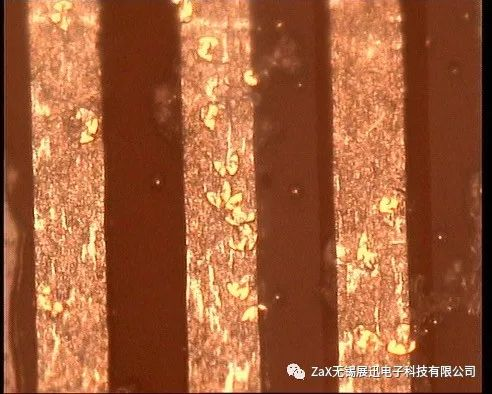
最后来几张,ACF放大后粒子状态的图片,以及相应的判定结果:
Good Bonding
Poor Bonding
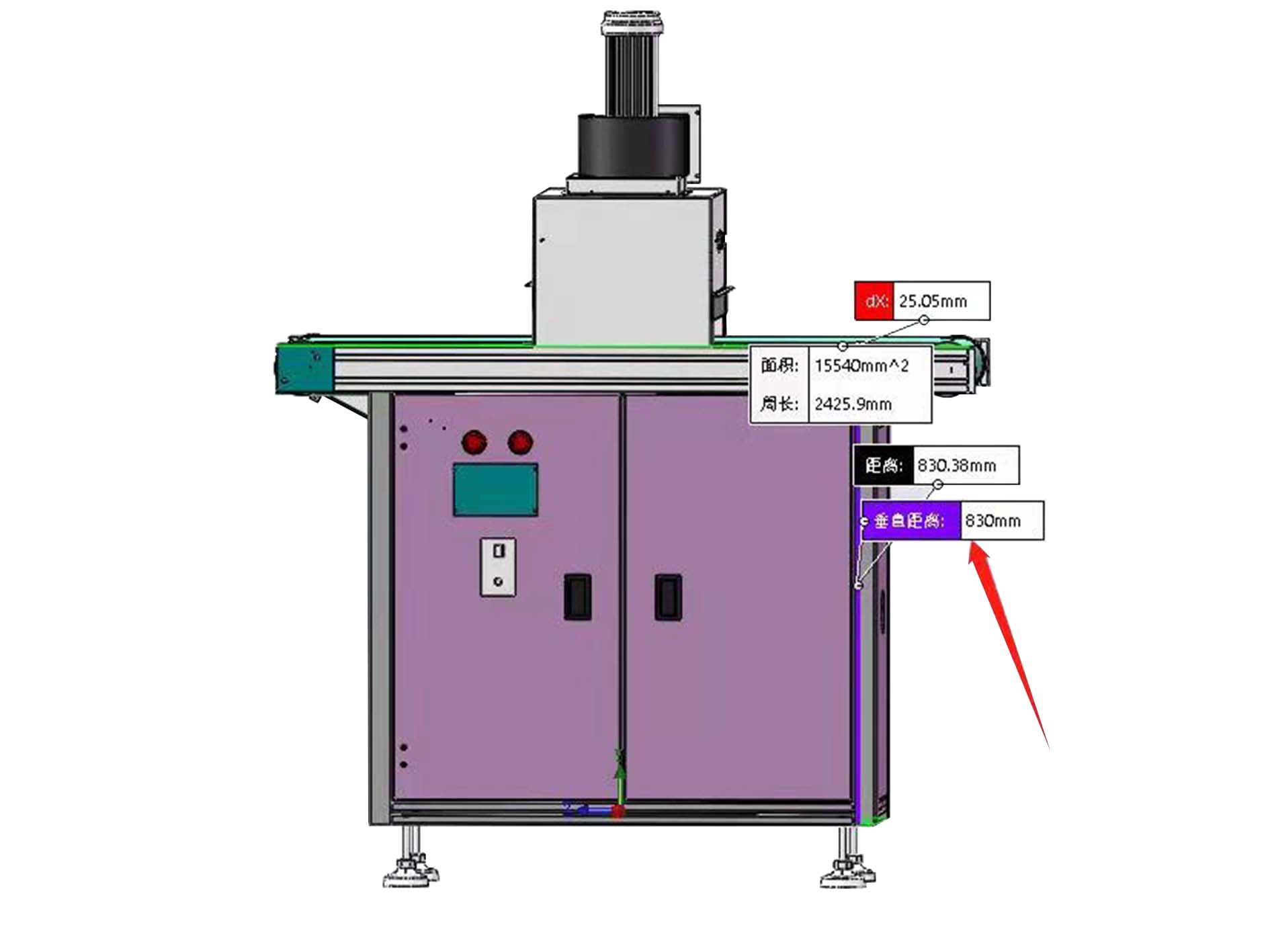
ACF设备贴附流程图:
- 上一篇:展迅感压纸说明书
- 下一篇:加热系统介绍——ZaX



-
激光自动焊锡机与烙铁自动焊锡机有哪些区别? [2021-08-16]
目前市场上的两种焊锡机,一种为由烙铁头、发热芯组成的烙铁自动焊锡机,其焊锡方式是接触式焊接。另一种是由激光器、激光头组成的激光自动焊锡机,其焊锡方式是非接触式焊接。激光焊锡机可以在某些方面弥补烙铁自动焊锡机的一些不足。比如传统的烙铁自动焊锡机在某些电子方面无法满足焊接效果的要求,而自动激光焊锡机也可以满足我们对焊接的更高要求。 烙铁自动焊锡机&n
-
激光焊接机到底能产生多大的商业价值? [2021-08-16]
科技就是生产力,这在现今这个时代不断地被证明,在金属焊接加工领域,也同样地发生着,激光焊接机犹如一匹黑马奔出,大有取代传统人工焊接的趋势,随着激光器发射功率的不断突破加强,其焊接速度和质量不断的提高,对于大规模自动化焊接作业,可以轻松完成。 激光焊接机的商业价值有多大?相信这是金属焊接加工行业很多人都会关注的问题,毕竟这一台设备价格从几万到几十万不等,有人想花这么钱买它到底值不值?那么激光焊
-
激光焊的焊接方法 [2022-08-17]
激光焊的焊接方法振荡器在振荡中的激光器根据光路,聚光镜将镜度尺寸,但当被照射到材料中时,焊接金属部分的金属氧化物,以防止这种一般的保护气体(氩气瓶、氮气,喷在焊接金属上N2等)。此后,随着驱动系统的移动,焊接顺利进行。一般来说,焊接原材料应根据夹具固定在操作台上,但根据焊接外观,应准备用于防止焊接原材料的夹具。