

展迅感压纸说明书
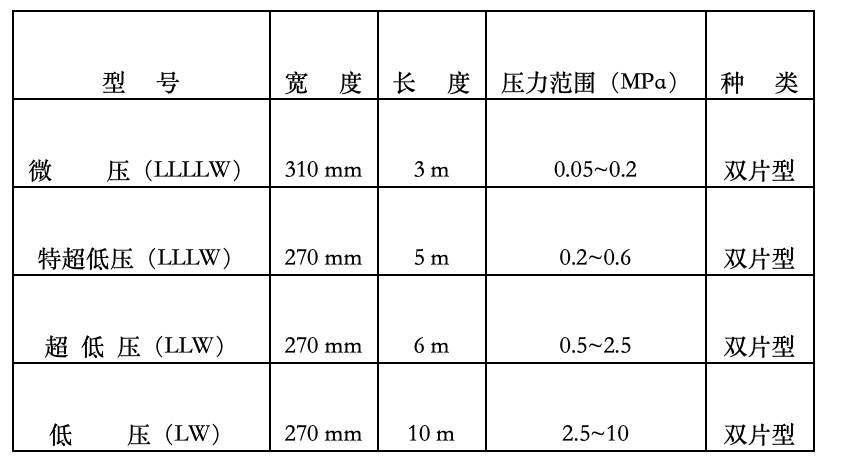
1 产品型号
2 产品特点
可精确测量压力大小、压力分布和压力平衡。
不同的颜色浓度,可对应所施压力的大小,通过计算可以转换为压力值。
测量速度快,压后图像清晰直观。
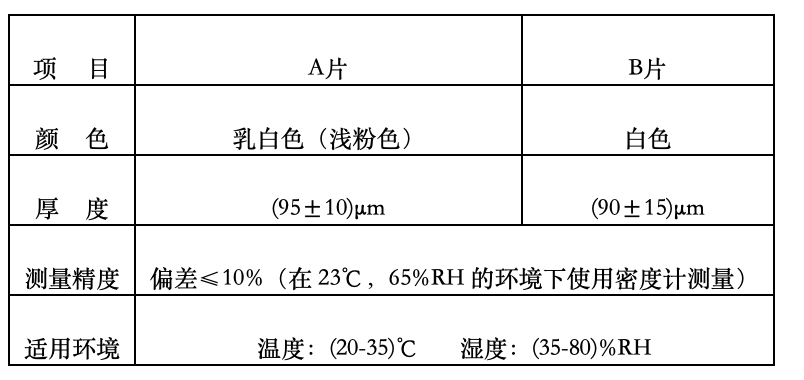
3 产品特性
4 结构原理
1) 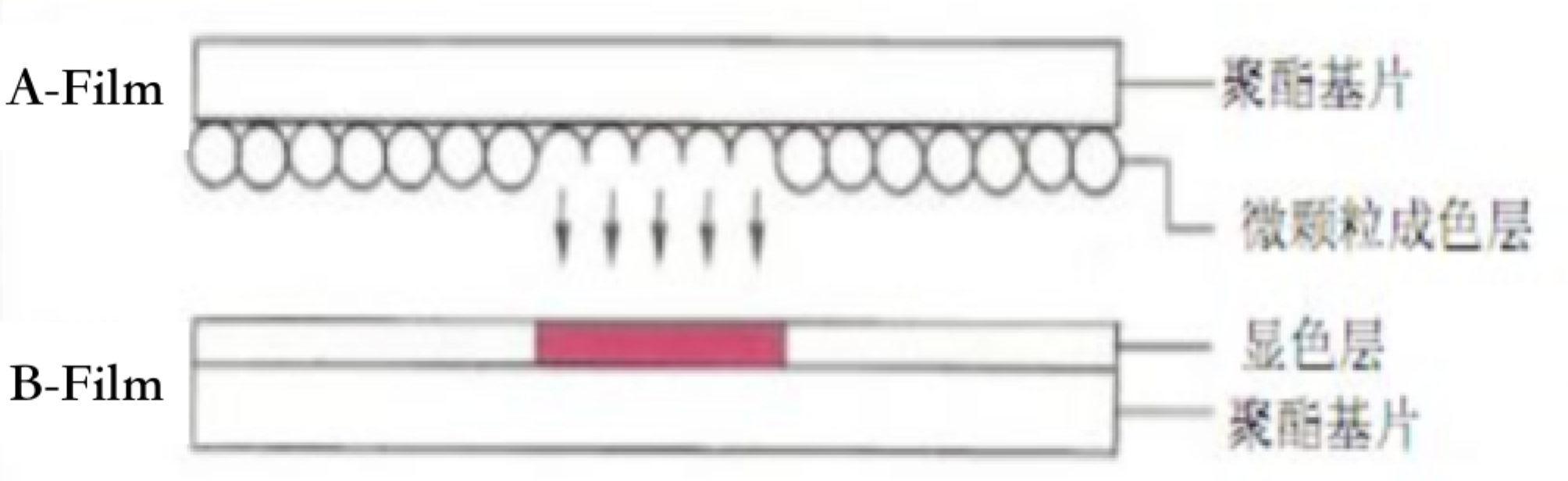
结构:感压纸有两种类型:双片型和单片型 双片型由两层聚酯基胶片复合而成。 一层涂有微颗粒成色材料(A-film), 另一层带有显色材料(B-film) 使用时将两个胶片的涂层面相互面对。
2) 原理:当施加压力时,微颗粒破裂,成色层与显色层起反应,出现红色压区。微颗粒设计为在不同压力下破裂,因此,颜色密度即反应压力。
5 使用方法及注意事项
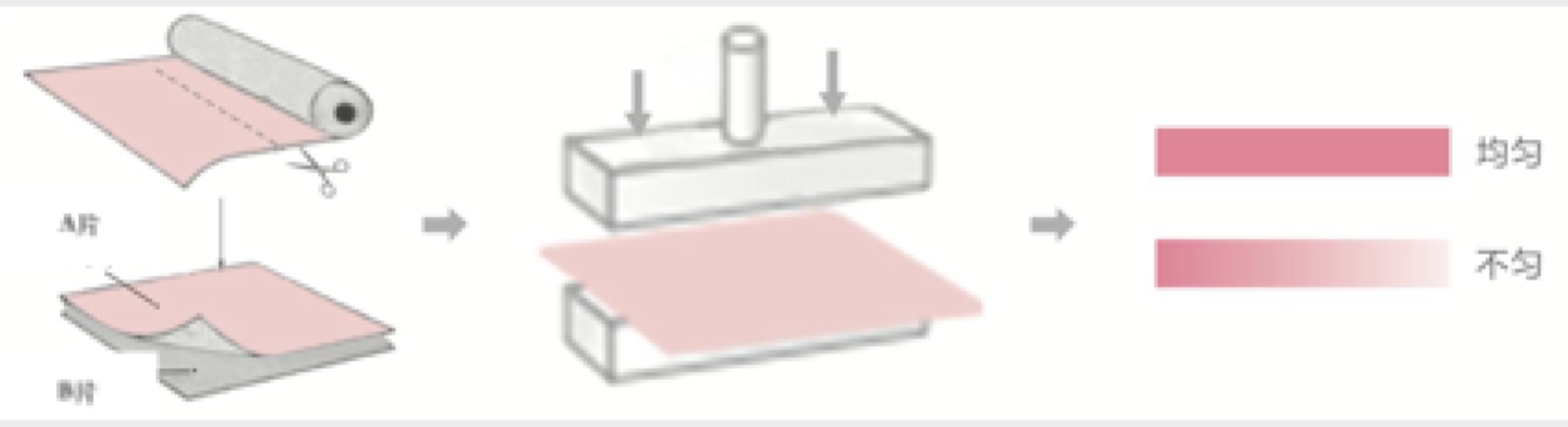
分别从A片和 B 片上裁切所需尺寸的样片;
将 A片和 B 片的粗糙面(A 胶片在黑色袋内, B胶片在蓝色袋内)贴在一起,放入待调试设备中,加压;取出观察发色情况,通过颜色均匀程度,识别压力分布;
按照颜色分布,针对性的对设备进行水平调节;
建议施压显色后(30-60)分钟再进行密度测量。在施压后,发色密度会先逐渐升高,然后慢慢降低。
样片储存注意事项:
a) 发色后的 B 片请放于纸袋中保存。多张 B 片保存时,确保发色面不要相互接触放置。
b) 样片发色后会随储存时间的延长有一定程度的褪色,建议扫描图像存储。
c) 样片发色后受阳光影响较大,光照约 10 分钟就会出现明显褪色;应避免光线直射,避光。
6 储存条件
(1)产品在原包装下避光保存。
(2)产品沾水或烘烤后,特性会发生变化。存放时应远离水源、热源。
(3)建议产品在 10-15℃,70%RH 以下的环境中储存。
(4)储存过程中避免与下列物质接触:
无碳复写纸/水、油、溶剂、化学药品/增塑剂或含增塑剂塑料制品/橡胶、橡皮/油性笔字迹等
(5)未使用完的 A 片、B 片装回原包装袋中,并放置在包装盒内保存。
- 上一篇:激光焊锡工作原理及工作方式
- 下一篇:ACF工艺介绍—ZaX



-
激光焊接原理 [2022-04-21]
激光焊接采用激光作为焊接热源,机器人作为运动系统。激光热源的特殊优点是它具有非凡的加热能力,可以将大量的能量集中在非常小的作用点上,因此它具有能量密度高、加热集中、焊接速度快、焊接变形小等特点,可实现薄板的快速连接。当激光斑点上的功率密度足够大(>106W/cm2)时,金属在激光照射下迅速加热,其表面温度在很短的时间内升高到沸点,金属气化。金属蒸气以一定的速度离开金属熔池表面,产生熔化金属的
-
光纤激光打标机包装营销背后隐藏的行业趋势 [2021-08-16]
如果说营销是一场秀,那么光纤激光打标机包装营销就是具想象力的秀场。包装营销不只是光纤激光打标机说明书,还是一个流动的推广平台,是重视品牌营销的重点。在消费升级的时代,越来越多的公司想从转换光纤激光打标机的包装入手,打造出适合消费需求的光纤激光打标机包装。以前大多企业普遍不怎么追求包装,但随着通过包装的光纤激光打标机取得不错的成绩后,许多品牌又开始致力于产品包装营销的营造。包装营销不能够随意跟风,而
-
这么多的激光雕刻机厂家当中不可以盲目的寻找 [2021-08-16]
我们也该明白激光雕刻机的厂家越来越多,在这么多的激光雕刻机厂家当中更不可以盲目的寻找,我们该怎样寻找?寻找个评论更好的,各位能在网上对比一下,如此就能明白哪一家激光雕刻机厂家在外界的口碑较为更好了,如果个地方的口碑相比而言更好,各位也可以更放心的寻找。但如果个地方的口碑不太好,各位不能寻找。品质怎样是格外紧要的,因为激光雕刻机需要选用很久的时间,所以产品的品质就显得格外紧要。如果激光雕刻机厂家所制