

展迅感压纸说明书
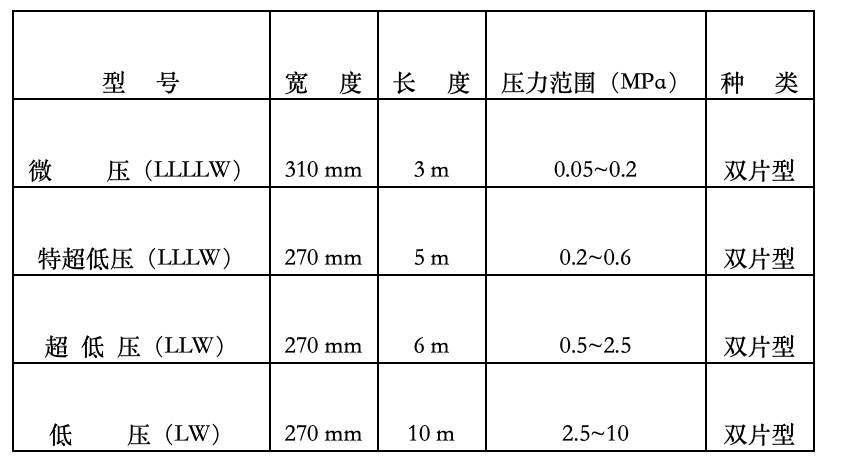
1 产品型号
2 产品特点
可精确测量压力大小、压力分布和压力平衡。
不同的颜色浓度,可对应所施压力的大小,通过计算可以转换为压力值。
测量速度快,压后图像清晰直观。
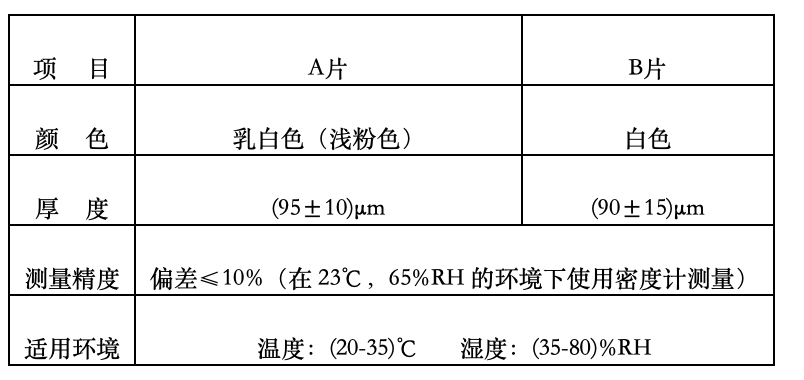
3 产品特性
4 结构原理
1) 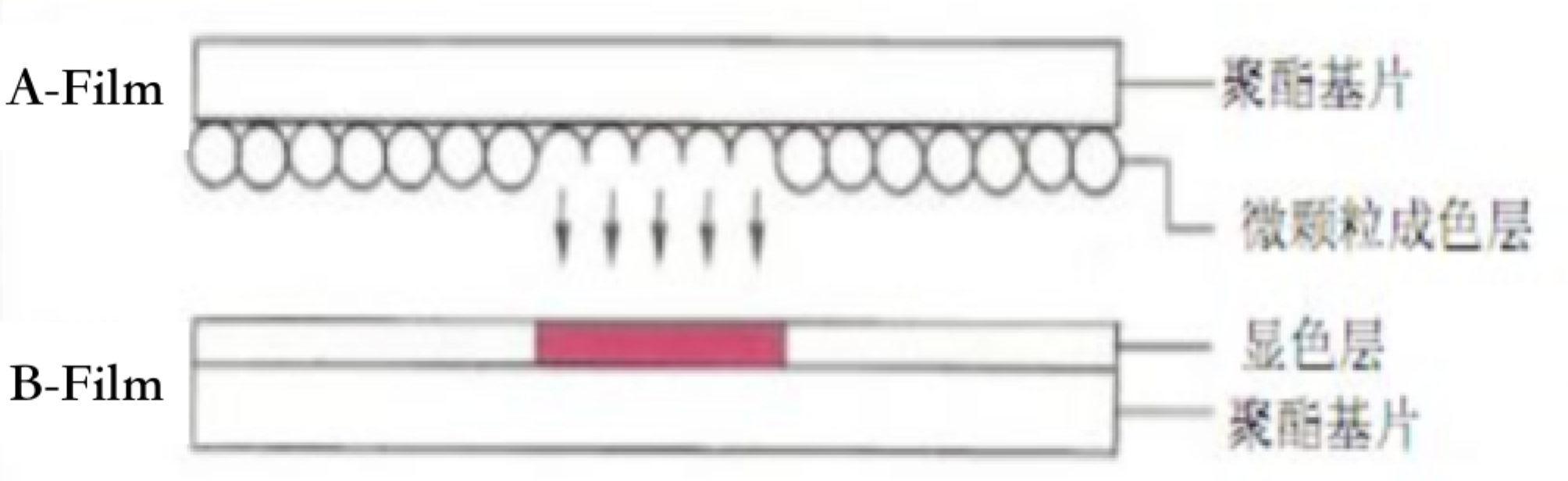
结构:感压纸有两种类型:双片型和单片型 双片型由两层聚酯基胶片复合而成。 一层涂有微颗粒成色材料(A-film), 另一层带有显色材料(B-film) 使用时将两个胶片的涂层面相互面对。
2) 原理:当施加压力时,微颗粒破裂,成色层与显色层起反应,出现红色压区。微颗粒设计为在不同压力下破裂,因此,颜色密度即反应压力。
5 使用方法及注意事项
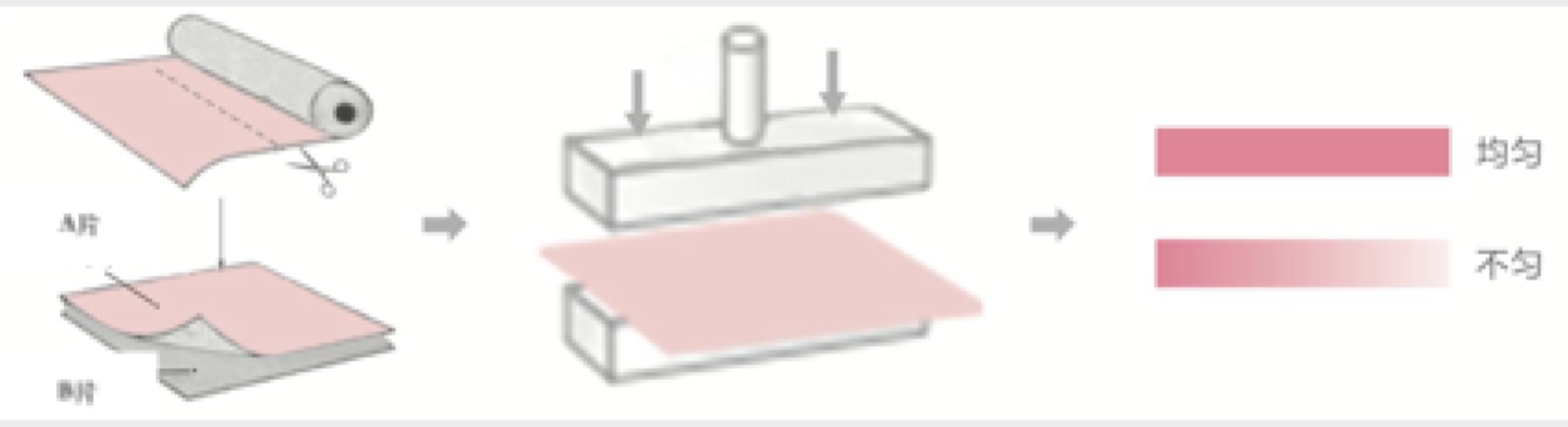
分别从A片和 B 片上裁切所需尺寸的样片;
将 A片和 B 片的粗糙面(A 胶片在黑色袋内, B胶片在蓝色袋内)贴在一起,放入待调试设备中,加压;取出观察发色情况,通过颜色均匀程度,识别压力分布;
按照颜色分布,针对性的对设备进行水平调节;
建议施压显色后(30-60)分钟再进行密度测量。在施压后,发色密度会先逐渐升高,然后慢慢降低。
样片储存注意事项:
a) 发色后的 B 片请放于纸袋中保存。多张 B 片保存时,确保发色面不要相互接触放置。
b) 样片发色后会随储存时间的延长有一定程度的褪色,建议扫描图像存储。
c) 样片发色后受阳光影响较大,光照约 10 分钟就会出现明显褪色;应避免光线直射,避光。
6 储存条件
(1)产品在原包装下避光保存。
(2)产品沾水或烘烤后,特性会发生变化。存放时应远离水源、热源。
(3)建议产品在 10-15℃,70%RH 以下的环境中储存。
(4)储存过程中避免与下列物质接触:
无碳复写纸/水、油、溶剂、化学药品/增塑剂或含增塑剂塑料制品/橡胶、橡皮/油性笔字迹等
(5)未使用完的 A 片、B 片装回原包装袋中,并放置在包装盒内保存。
- 上一篇:激光焊锡工作原理及工作方式
- 下一篇:ACF工艺介绍—ZaX


-
压焊机机械分类 [2021-08-16]
多工位热压焊机多工位热压焊接机,包括机架,转盘,对线调整机构,焊接机构,电机,转盘定位机构和电气控制部分,机架上紧固底座,转盘位于底座上方,安装在机架内的电机驱动垂直穿过底座中并由其支撑的转轴间歇转动,从而带动和转轴垂直紧固的转盘间歇转动,在转盘上设置的工位位置开槽孔,在槽孔上安装可相对槽孔作上下移动的浮动装置,转盘上沿圆周方向可均匀地设置多个工位。超声波压焊机超声波压焊的原理是由超声波发生器产生
-
如何快速识别冷压机和热压机 [2022-01-13]
很多人分不清冷压机和热压机的区别。事实上,除了不同的使用领域外,他们还有其他不同的地方。在本文中,将教你如何区分冷压机和热压机。热压机是一种永 久性的电气机械连接设备,将两个预先涂上焊剂的零件加热到足以熔化和流动的温度。固化后,在零件和焊料之间形成久性的电气机械连接设备。应选择不同产品的加热速度。钛合金压头保证温度平均,加热速度快,使用寿命长。压头特别采用水平可调设计,以保证零件的平均压力。温度数
-
一起来分析影响激光焊锡机点焊质量的因素 [2021-09-17]
从1960年科学家发明的苐一束激光束开始,人们就已经把激光加工作为科学生产力。 近年来,激光加工技术具有加工灵活、有利于提高生产效率的特点,因此在工业领域应用成熟而广泛。 激光焊接是一种利用高能量密度激光束作为热源的髙效精密焊接方法,与激光切割、激光打标一起构成了激光加工技术的“三驾马车”。 但是,与激光切割和激光打印相比,激光焊接的发展时间相对较短,工艺难度也较大。 其中,影响激光锡焊机点