

ACF工艺介绍—ZaX
ACF 异方性导电胶制程技术
原理:异方性导电胶是利用非常微小的粒子来做连接的介质,做压合导通.但依照不同的产品导电胶也要用不同的TYPE。
ACF用途
1. COG/LCD
2. COF/LCD
3. TCP/LCD
4. PCB/FPC
5. FPC/FPC
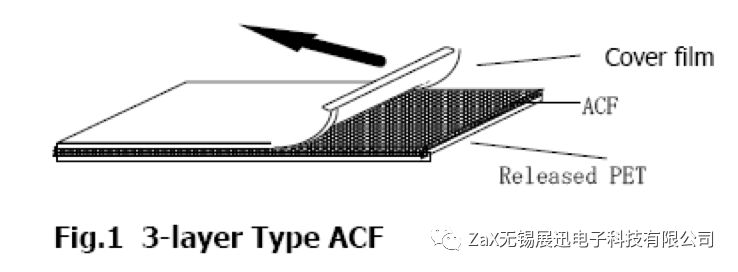
ACF介绍
ACF 一般可分为两层跟三层其分别在于第三层的多了一层离心膜来保护。
因为不同的TYPE ACF的黏性硬度都会不同,所以在做ACF制程时,要先了解是做何产品,要选用哪一种ACF。
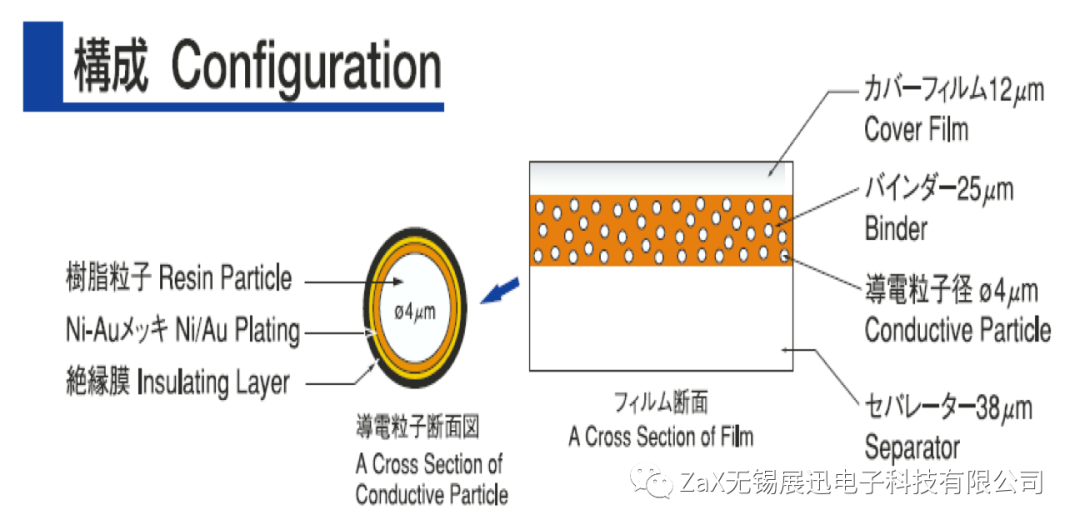
ACF 本身的胶中有非常多的粒子,依照不同产品做不同的选择。
因为ACF为垂直导通横向不导通。
因为在ACF TYPE中会先看是做哪一种产品 PID 的间距是多少,其原因为当粒子密度太高时粒子与粒子会相互接触,而产生横向导通,所以当粒子密度高时会再外围多一层,如下图视:
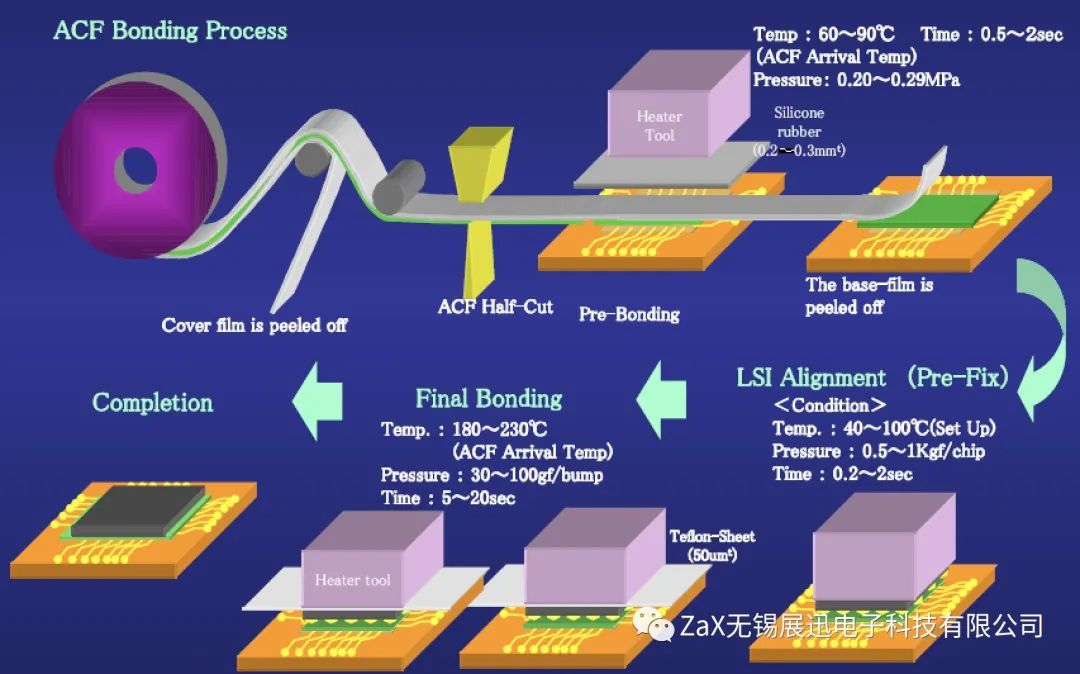
ACF 的制程介绍
约分为三段
a. ACF ATTACHMENT
b. ACF PRE BONDING
c. ACF MAIN BONDING
ACF ATTACHMENT 是将ACF贴附在产品表面要覆盖压合的位置可以使用贴附设备贴附。
ACF PRE BONDING 为预贴是利用低温低压将产品做接合。因为ACF为先热朔在热固,所以温度压力不可超过规格。
ACF MAIN BONDING 为本压 在ACF 规格下做本压接合的动作。
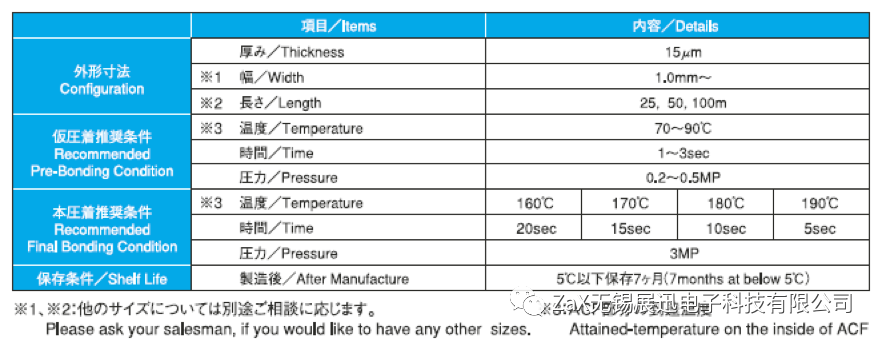
不管是哪一种ACF都会有温度 压力的规格如图示
ACF 压合注意事项
ACF在做压合时要注意的事项
· 温度(依照规格上的温度做实际温度的量测)---可选用温度测试仪,选用扁平测温线进行测量。
· 时间(ACF 一般来说会有压合时间上的要求但也会因压合温度不同也会有不时间的要求)。可以依照产品不同的耐热温度来决定要使用哪一种温度与时间的搭配。
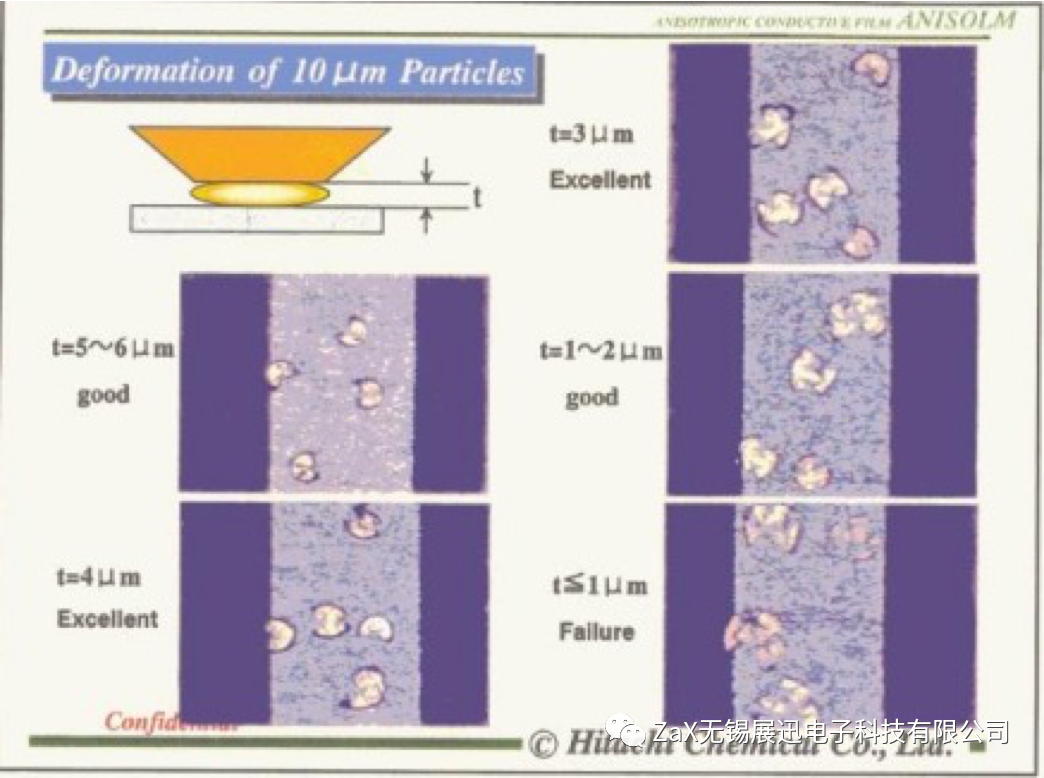
· 压力(相同压力在规格中也会有规定的范围,再利用公式来换算所需之压力,压力是要将粒子压破,但要注意不可以压碎。)如下图为压力换算公式:

· 水平(在ACF制程中平整度很重要。因为一但平整度不够,就会有导电粒子破裂不均的现象,所以一般在做压合时会用缓衝材或铁氟龙来作压合)。-----水平测试选用,ZAX感压纸测试。
ACF常见问题
ACF 黏贴不上?
A. 检查ACF是否有过期,或是放至时间过长
B. 延长压合时间
C. 清洁不够
D. ACF本身就有问题(TYPE)
气泡问题?
A. SAMPLE表面有赃物
B. 压合位置不正确
C. ACF在贴附时已经受伤
D. 使用不同种类的缓衝材或铁氟龙
导电粒子不均?
A. 压力不够重
B. 压合位置不够置中
C. ACF来料有问题(当粒子不均忽左忽右时可性较大)
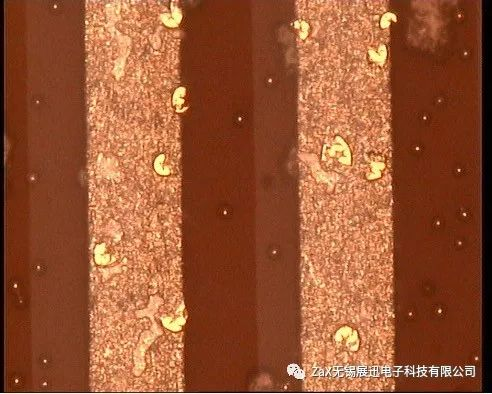
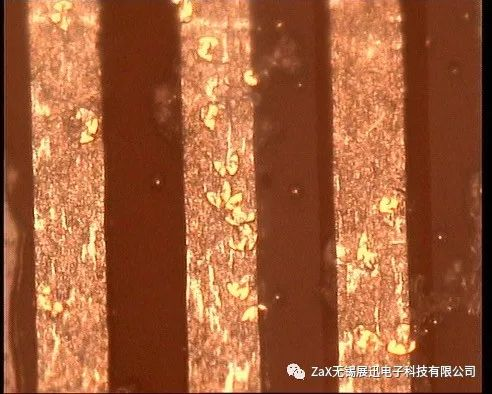
最后来几张,ACF放大后粒子状态的图片,以及相应的判定结果:
Good Bonding
Poor Bonding
ACF设备贴附流程图:
- 上一篇:展迅感压纸说明书
- 下一篇:加热系统介绍——ZaX




-
高频热压机的主要特征 [2021-09-22]
大家知道高频热压机的原理是什么吗?首先高频热压机使用的介质一般为绝缘体,例如木材、塑料、橡胶、玻璃纤维、水和胶水等等。高频热压机加热是将介质置于高频电场中。在电场的作用下,中分子沿着电场方向排列。高频电场用非常快的速度连续改变其方向,介电材料的分子在原始位置高速旋转或振动,并且粒子之间的摩擦和碰撞产生热量,从而达到加热的目的。高频热压机输出功率强劲,性能可靠,低损耗的同轴振荡器和调谐器使高频热合机
-
点焊机正确的使用方法 [2021-08-16]
点焊机正确的使用方法 1、焊接时,应首先调整电极杆的位置,使电极刚好压在焊件上时,电极臂应相互平行。 2、电流调节开关级数的选择可以根据焊件的厚度和材料来选择。通电后,电源指示灯应点亮,电极压力可以调节单簧压力螺母,改变其压缩程度。 3、完成上述调整后,可先打开冷却水,再打开电源准备焊接。焊接过程的程序:焊件放置在两个电极之间,踩下踏板,使上电极与焊件接触并加压。继续压下踏板时,
-
激光焊接加工的局势发展走向 [2022-11-19]
随着激光焊接技术的广泛应用,人们对其进行了深入的讨论。针对其缺陷,利用其他热源的加热功能,提高激光对工件的加热。在坚持激光加热优势的基础上,选择激光等热源进行复合热源焊接,主要包括激光和电弧、激光和等离子弧、激光和感应热源复合焊接和双激光焊接。复合焊接可以提高焊接深度,改善接头功能,降低设备成本,提高焊接速度和生产率。总之,激光焊接生产效率高,加工质量稳定可靠,具有突出的经济和社会效益。在新设备、