

Bonding 工艺介绍——ZaX(篇幅二)
Hotbar工艺压力设定:
一般来说,Soldering制程上压力的要求并不是那么的高,因为在压合过程里,Thermode下压时就是为了把Solder熔融以把FPC与Pad互相贴紧,而利用熔锡来将这两者做接合;因此设定的压力最主要关于FPC是否在压合面上是否有下压的痕迹。
而我们通常是依据Thermode接触FPC的面积或长度大小来做设定,一般做压力设定的调整大致上可由下列三种形式:
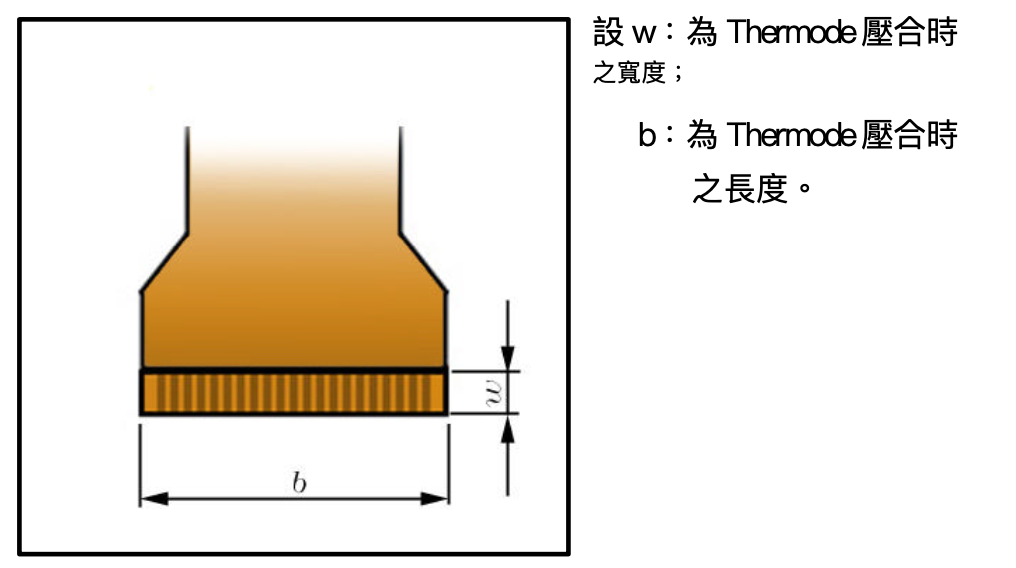
Soldring压合一般压力设定大致上依面积可分为下列几种参数设定值作为参考:
小于15mm×1.5mm,设定压力P小于1kg/cm2
15mm×1.5mm~40mm× 2mm,设定压力P:1 kg/cm 2~1.5 kg/cm 2
40mm× 2mm~70mm× 2.5mm,设定压力P:1.5 kg/cm 2~2 kg/cm 2
大于 70mm× 2.5mm,设定压力P:大于2 kg/cm 2
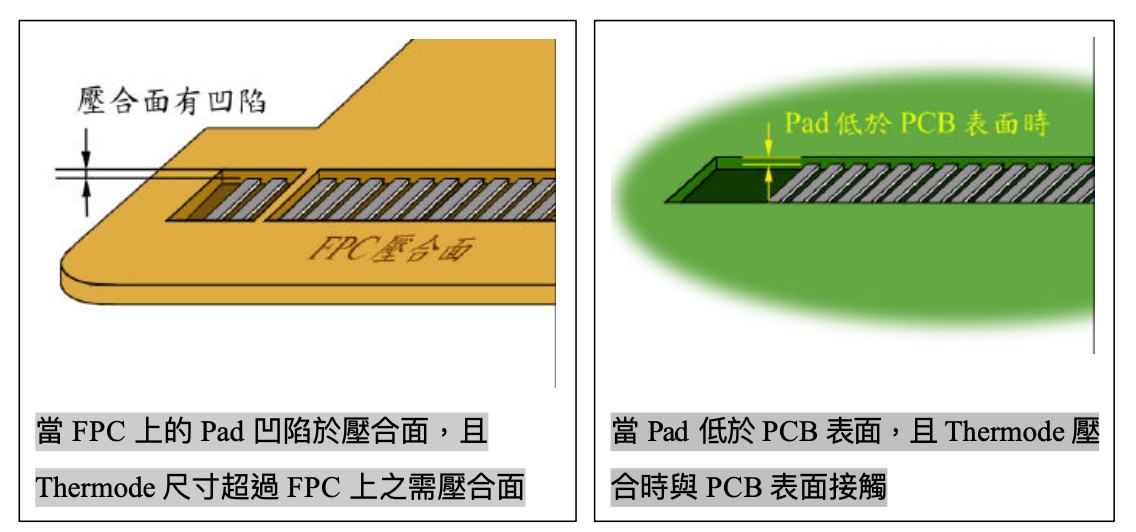
一般要把压力设更大的原因有二:
Hotbar工艺温度曲线设定:
一般要有良好的焊接效果都取决于温度的设定是否适当,而压合上所使用的加温曲线与一般Reflow的加温曲线相近;
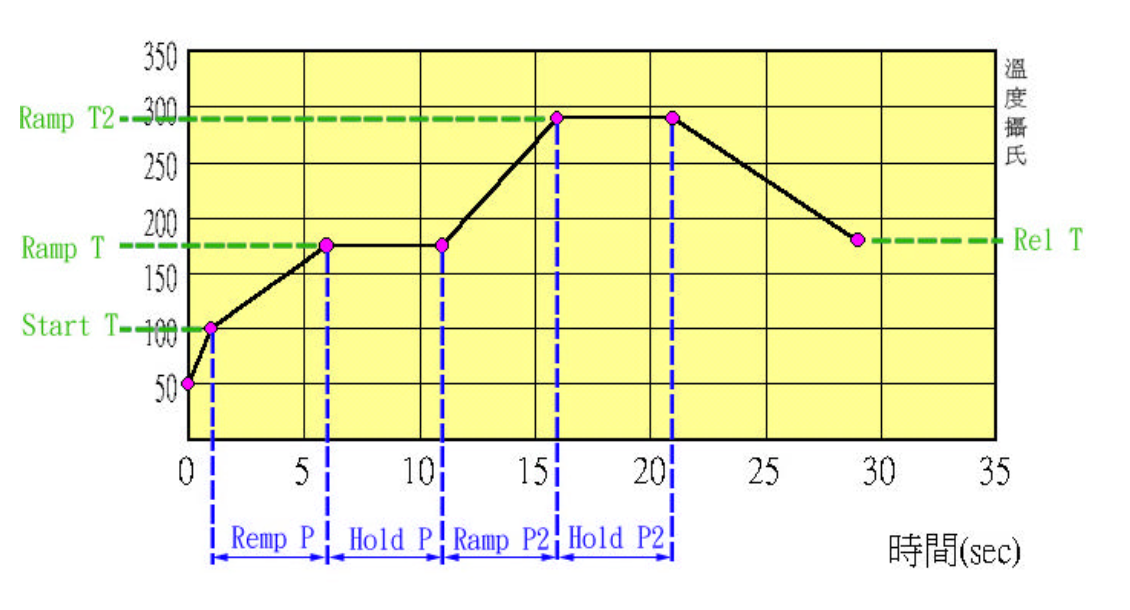
下图为压合曲线的样式:
1. 温度设定的名词解释
(1)Start T:一般压合使用的起始温度大都约略在150°C ~ 200°C之间,以加快后区段的加温速度;
(2)Remp P:代表着第一段预热的加温时间;其加温斜率并不向Reflow制程上那般的复杂,一般的Reflow加温必须要考虑到Flux的蒸发速度,以避免Flux加温过于快速造成沸腾而使的锡高溅出造成锡珠的问题;而在压合方面我们只要考虑到加温速度尽量符合机器的限定值(约100°C / sec)内。
(3)Ramp T:代表着第一段预热的加热温度;此处的温度是为了预热PCB及FPC以及蒸发Flux以及Pad加温,以便于第二段升温时能更快速的把锡熔融;其加热的温度及时间必须要考察到压合面积以及FPC和PCB的设计。
(4)Hold P:代表着第一段预热的时间;其时间的长短取决于压合面积以及PCB的设计。
(5)Ramp P2:代表着第二段的加温时间;其值的设定也是只要考虑到加温速度尽量符于机器的限定值(约100°C / sec)内。
(6)Ramp T2:代表着第二段的加热温度;温度的提升高度必须取决于压合面积的大小以及PCB的设计来订定所需的温度。
(7)Hold P2:代表着第二段的恒温时间;恒温的时间长短必须取决于压合面积的大小、长度而定。
(8)Rel T:代表着压合时间完毕后,Thermode必须降温到设定的温度后才允许升起;一般考察其升起的温度大致上都要降到锡为固体后。
2. 就一般要做Soldering压合的参数设定不光只是参考PCB的压合尺寸而已,其FPC的设计及Thermode的配合也都必须要考虑进去的;Soldering的压合虽然单纯,但其压合方式并不是只有单一的压合方式、单一压合参数而已,在许多情况下虽说Thermode尺寸不合,但仍有其解决的方式。
3. 温度及时间的设定需考虑到下列几点而来把标准定温做增加或减少的动作,以及在压合时因注意之重点;
(1)在一般压合之前会先以测温器测量FPC与Pad中间的实际温度,以捉取各不同点的温度值,在比较各点的温度值中最低的一点,以作为设定温度的最低参考值;
(2)当两种产品之Pad及PCB相近(或压合位置长宽约略相同)时,但是其设定温度有可能会不同;其不同的原因是因为不同的产品其PCB的线路设计并不一样,当线路设计不同时其导热的快慢也会不同。因此PCB线路设计不同及线路复杂或PCB较大片时,都必须把设定温度做提高的动作,以避免有空焊的情形;反之若线路简单或PCB较小片时,则可将设定温度调降,以减少压合时间;
- 上一篇:自动化设备定义——ZaX
- 下一篇:Bonding 工艺介绍——ZaX(篇幅一)



-
激光焊的分类 [2022-05-10]
激光焊的分类一、按控制方式可分为:手动激光焊接机、自动激光焊接机、振镜激光焊接机。二、按激光可分为YAG激光焊接机、半导体激光焊接机、光纤激光焊接。激光焊接有两种基本模式:激光热导焊和激光深熔焊。前者使用的激光功率密度较低(105~106W/cm2)。工件吸收激光后,只达到表面熔化,然后通过热传导将热量传递到工件内部形成熔池。这种焊接方式熔化深度和深度相对较小。后者激光功率密度高(106~107W
-
激光焊接原理 [2022-04-21]
激光焊接采用激光作为焊接热源,机器人作为运动系统。激光热源的特殊优点是它具有非凡的加热能力,可以将大量的能量集中在非常小的作用点上,因此它具有能量密度高、加热集中、焊接速度快、焊接变形小等特点,可实现薄板的快速连接。当激光斑点上的功率密度足够大(>106W/cm2)时,金属在激光照射下迅速加热,其表面温度在很短的时间内升高到沸点,金属气化。金属蒸气以一定的速度离开金属熔池表面,产生熔化金属的
-
激光焊接的注意事项有哪些? [2022-03-04]
激光具有与普通光相同的生物效应(成熟效应、光效应、压力效应和电磁场效应)。这种生物效益不仅给人类带来了好处,而且如果没有保护或保护不好,也会对眼睛、皮肤、神经系统等人体组织造成直接或间接的损害。为了保证激光焊接的安全和保护,必须严格控制激光危害,做好工程控制、个人保护和安全管理。让我们来看看激光焊加工中激光焊接的注意事项。1.工程控制。工程控制是指激光或激光加工系统在结构上采取的安全措施,主要包括