

Bonding 工艺介绍——ZaX(篇幅一)
PCB 固定座(JIG)设计及材质选择,以及压合的位置; Thermode 之尺寸; FPC 的型式; PCB 的尺寸及线路 Layout 的情形; PCB Pad 沾锡量及大小而定; 压力的设定; 温度、时间参数设定。
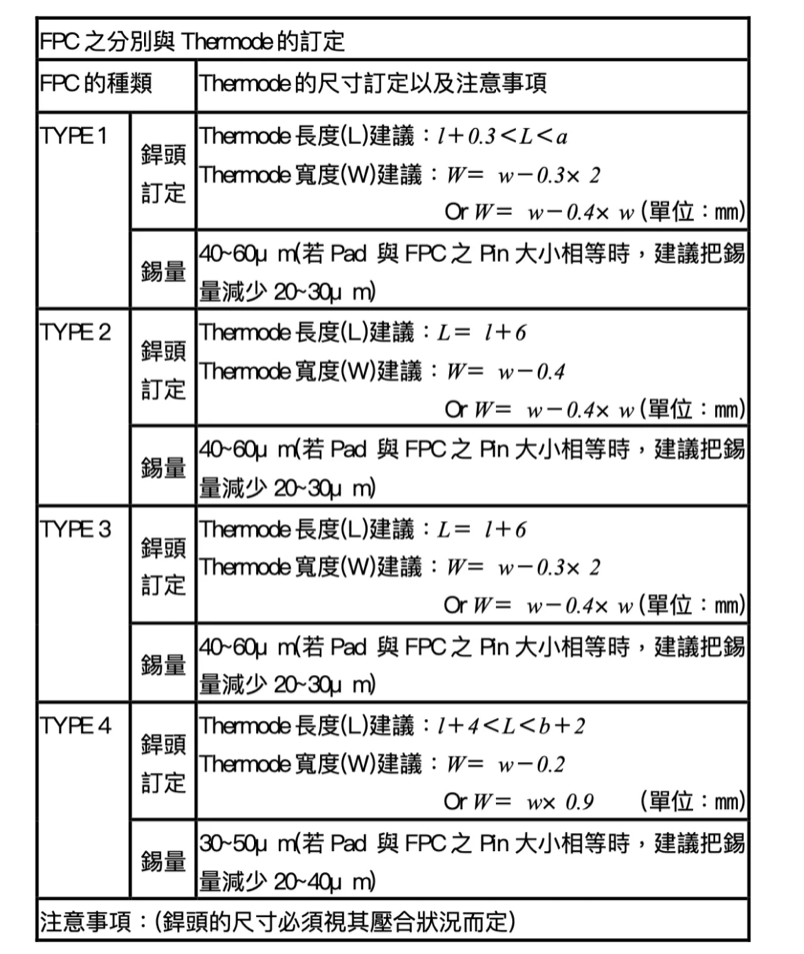
FPC 的型式
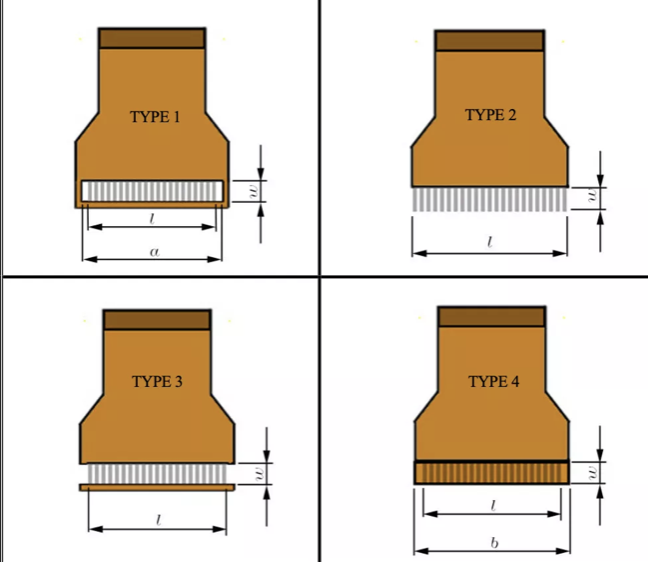
Thermode 之尺寸
若其 PCB 上的 Pad 长度比 FPC 长度要长时,此时其多馀的区域可作为溢锡区,如右图所示。
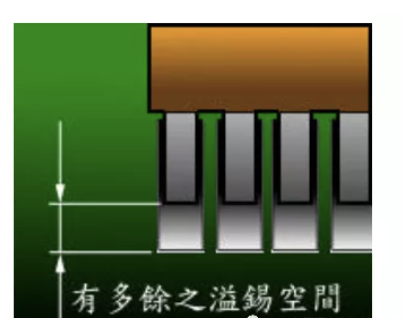 因此考虑加大 Thermode 宽度 尺寸,相对的可以减少压合温度及时间。
因此考虑加大 Thermode 宽度 尺寸,相对的可以减少压合温度及时间。在压合 Type 1, Type 2, Type 3 时,若不考虑 Thermode 沾锡的问题时,可以不使用 PI膜 直接压合,此压合的优点为锡点较亮外观美;缺点是 Thermode 易沾锡而造成下一片锡量 变多(量少,并不造成压合后有短路风险)。
在压合时需注意压合位置的高度问题,尽量避免压合位置有因绝缘漆 而造成高矮有差的状况,以及避免压合面处或周围的地方有零件造成零件损坏及压合不良。
当压合之 PCB 的线路设计有过于复杂以至于影响压合时之传热情形 时,视情况而需加大热压头尺寸。
若PCB散热严重,此时可以设计使用下加热方式。将CDM更换成钢,增加专用加热棒和测温线,采用下加热模式给底部治具预加热。
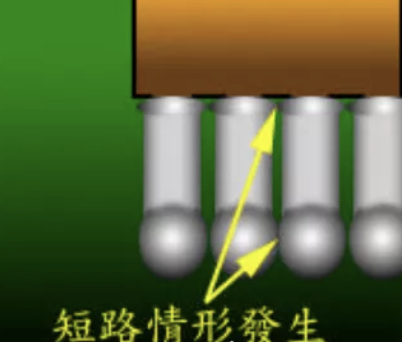
当压合之FPC 时,可能会有锡珠溢出,小锡珠会造成外观不 良,而大锡珠则有可能会造成外部短路的情形。




-
运用激光焊接机给汽车制造行业带来哪些利益 [2021-08-16]
激光焊接技能以其优胜的功能在工业中大放异彩,特别是在轿车业中的运用。激光焊接机技能为轿车职业的制作进步了出产功率,并且为轿车制作业带来了明显的经济效益。那么激光焊接机给轿车制作职业带来哪些优点呢。 一辆轿车的车身和底盘由300种以上的零件组成,选用激光焊接简直可以把一切不分厚度、商标、品种、等级的资料焊接在一起,制成各种形状的零件,大大进步轿车规划的灵敏性。
-
焊锡机有哪些优势? [2021-09-25]
工业污染带来的问题日趋严重,人们对于环保的意识正在增强。保护生态环境,减少工业污染,提高生产效率,改善品质已经成为人们的头等大事。化工物品的污染带来的问题更是突出,如焊锡过程中会产生烟雾,长期作业工人会咽喉损伤,严重的会得咽喉癌。改善作业环境,焊锡机器人取代人工作业势在必行。以下对焊锡机的优势做简单的分析介绍:一、人不直接焊锡对健康无影响。二、焊锡机设备采购成本要低。三、焊锡机降低了工人的劳动强度
-
电阻焊乃至整个焊接的发展历史 [2022-01-13]
在20世纪中后期,焊 接技术的发展有了长足的进步,研制出了激光焊 接和电子束焊。如今,焊 接机器人已广泛应用于工业生产。研究者们仍然在不断地研究焊 接本质,不断研发新的焊 接工艺,进一步提高焊 接质量。金属制的历史可追溯至几千年前,早期青铜时代和铁器时代就出现在欧洲和中东。几千年前的两河文明已经逐渐采用软钎焊技术。蕞初340年,当制造出重约5.4吨的印度德里铁柱时,已经采用了焊 接技术。中古时代铁