

热压焊常见问题分析图解——ZaX
使用条件:
●低温锡膏
●FLUX型号:Alpha CVP-520(低温)
●钢网厚度0.08mm,锡高100um左右
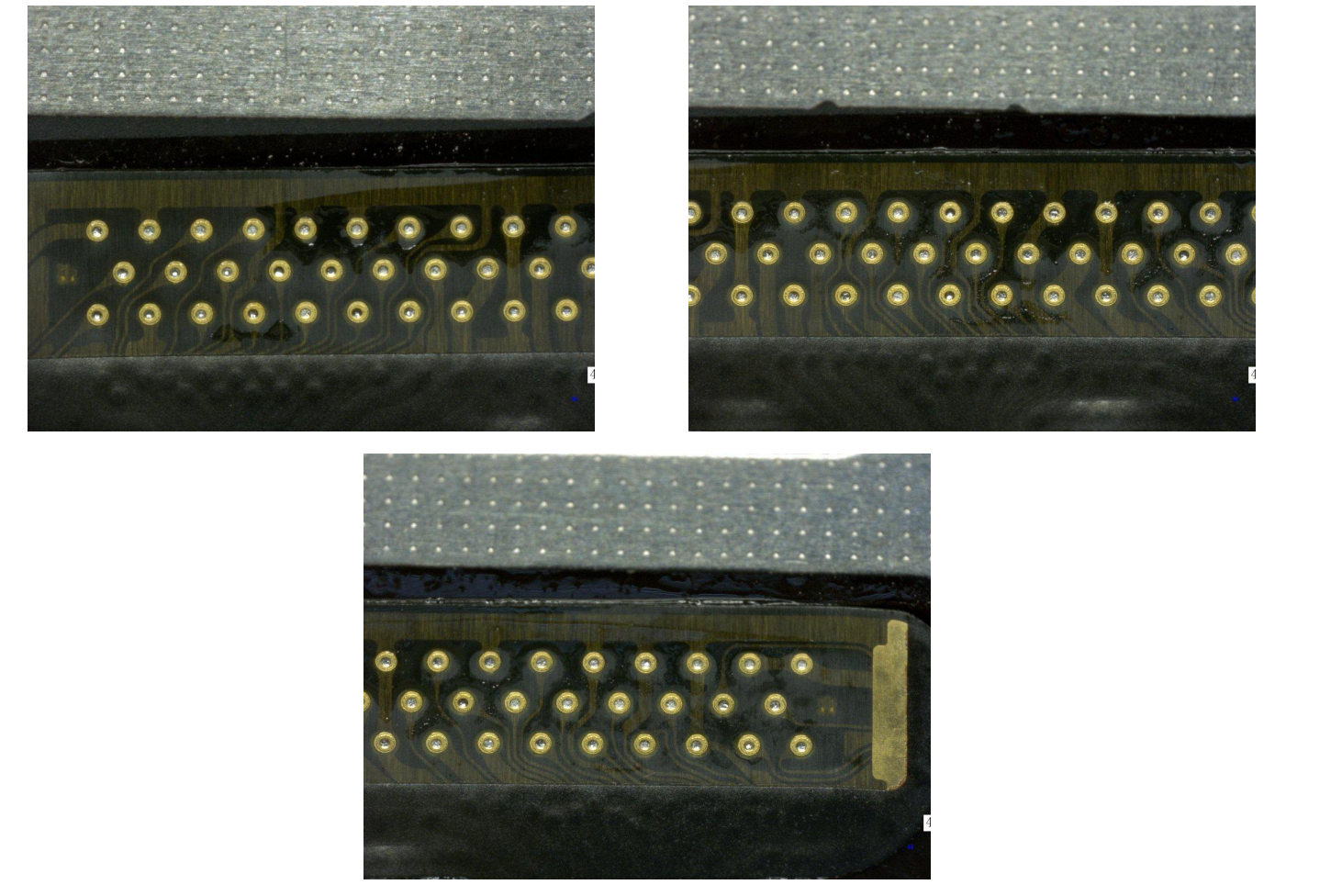
判别标准及问题分析:
1.Good&OK
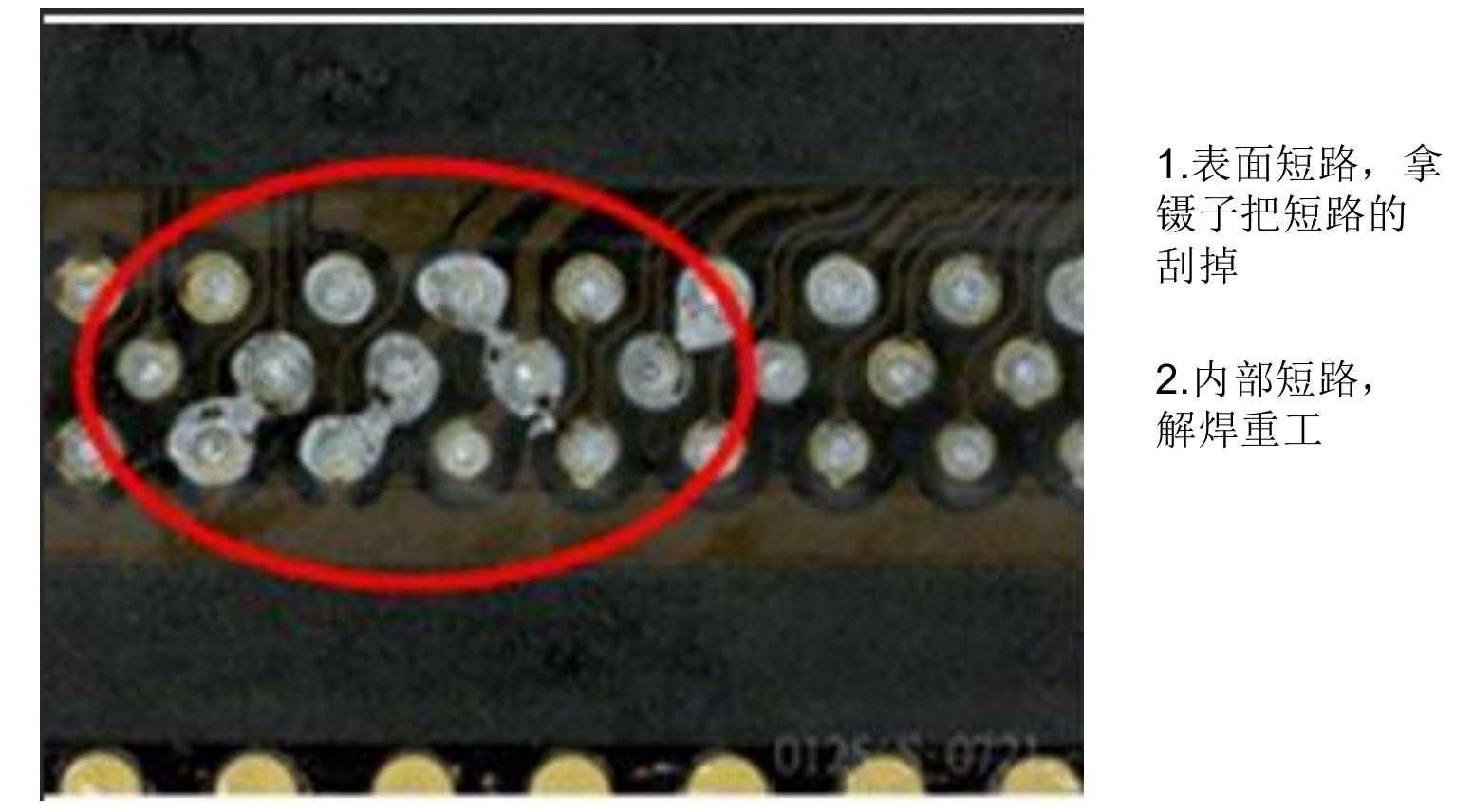
2.短路
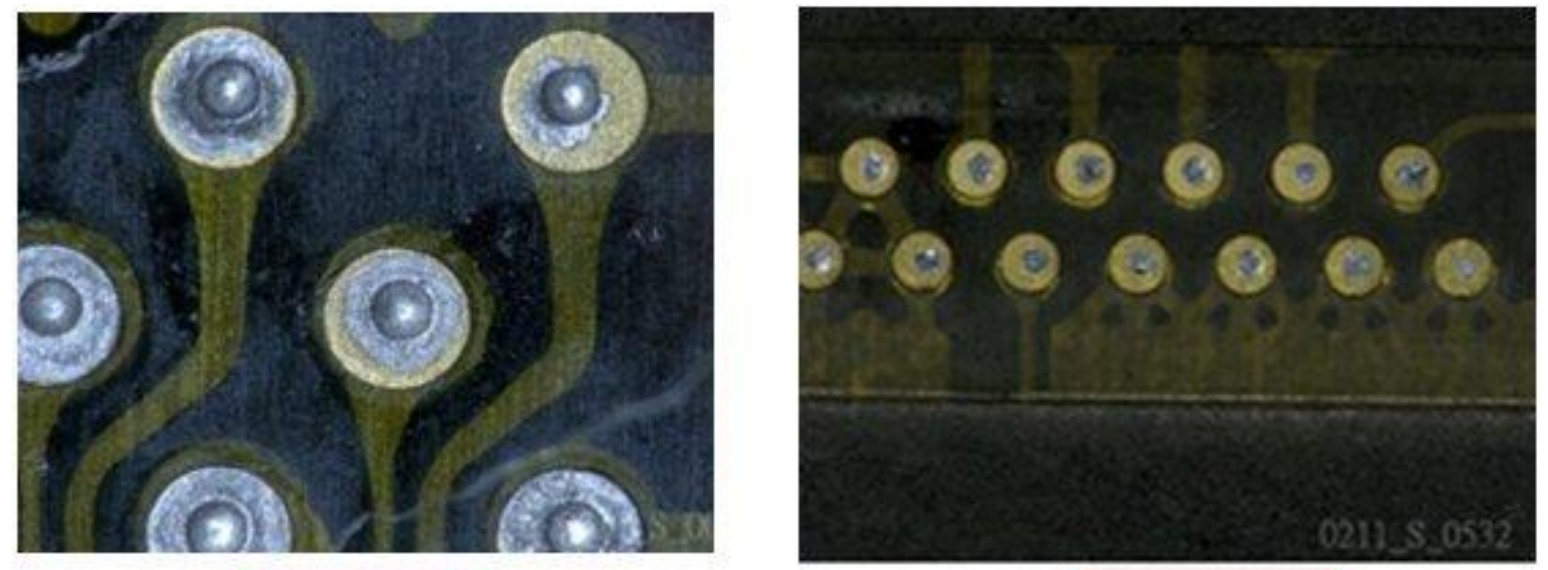
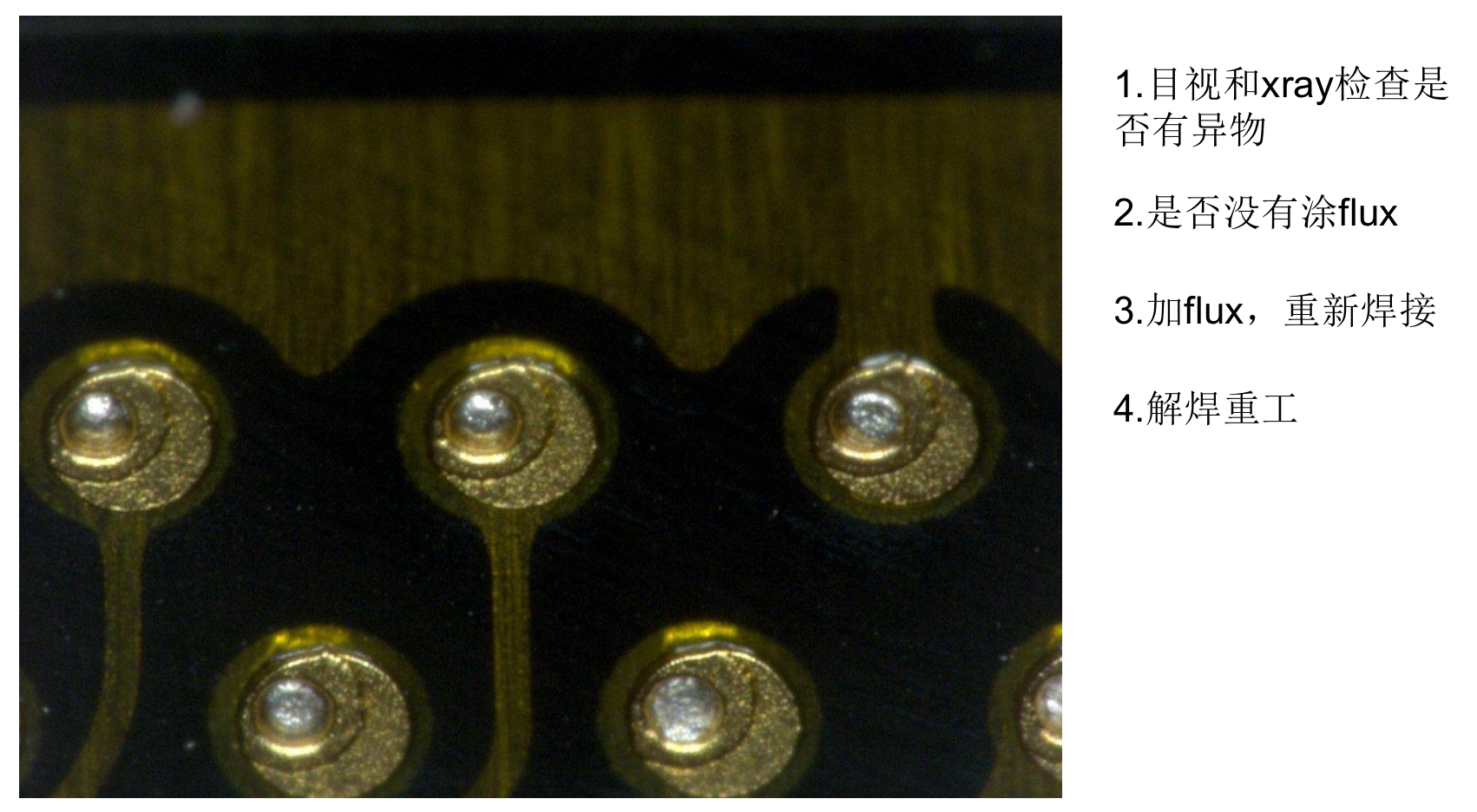
3.少锡
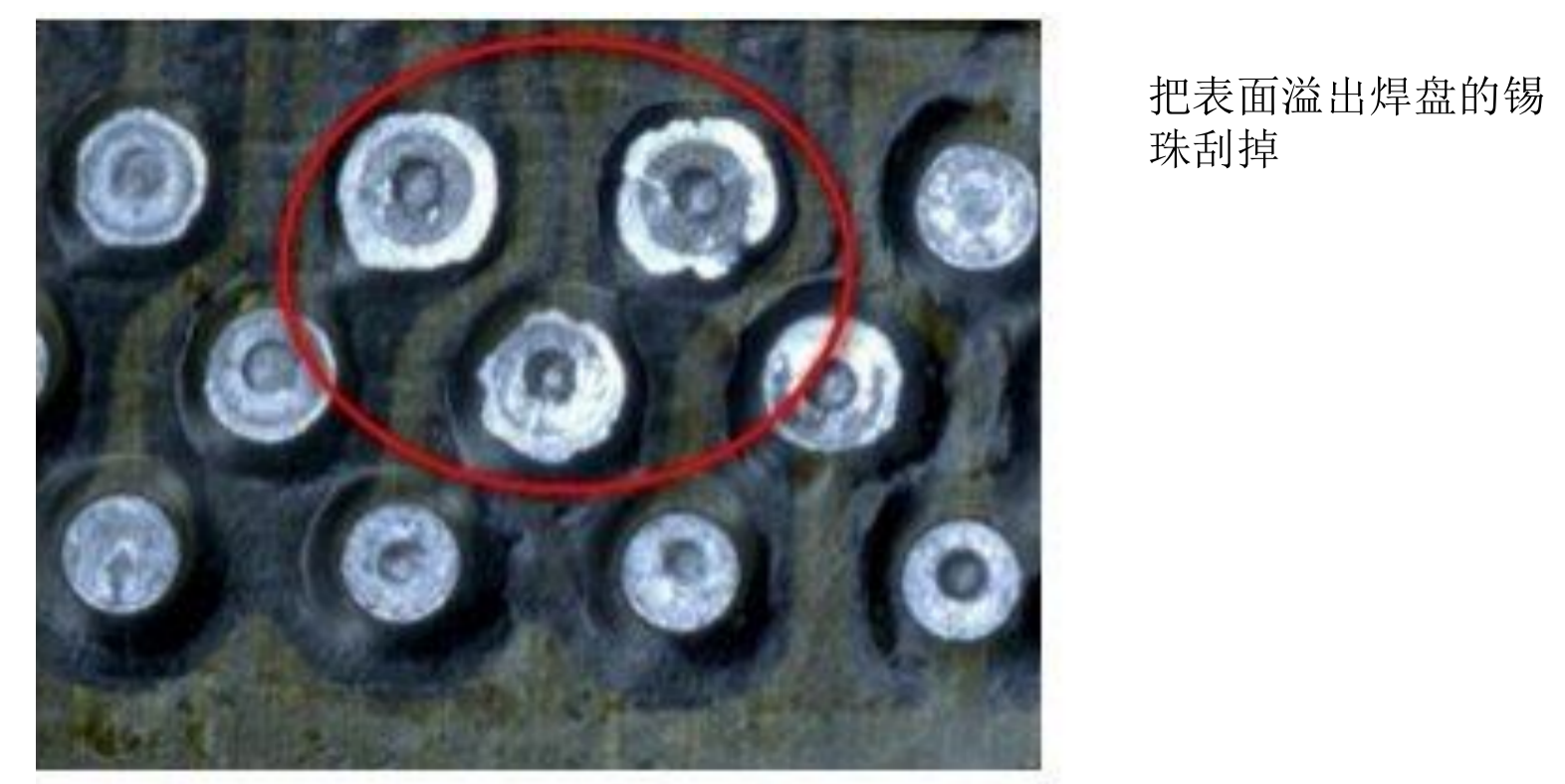
4.溢锡
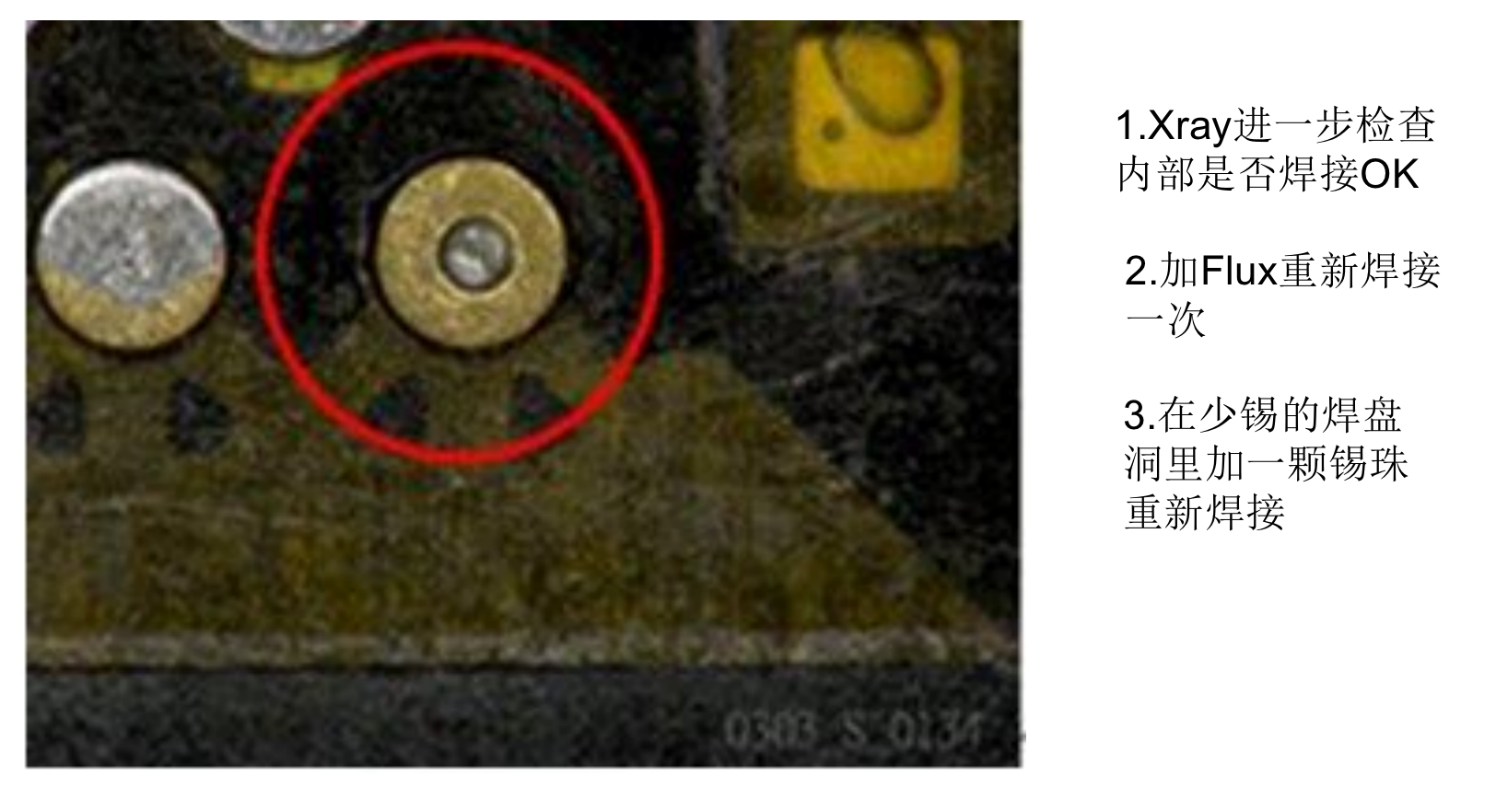
5.冷焊
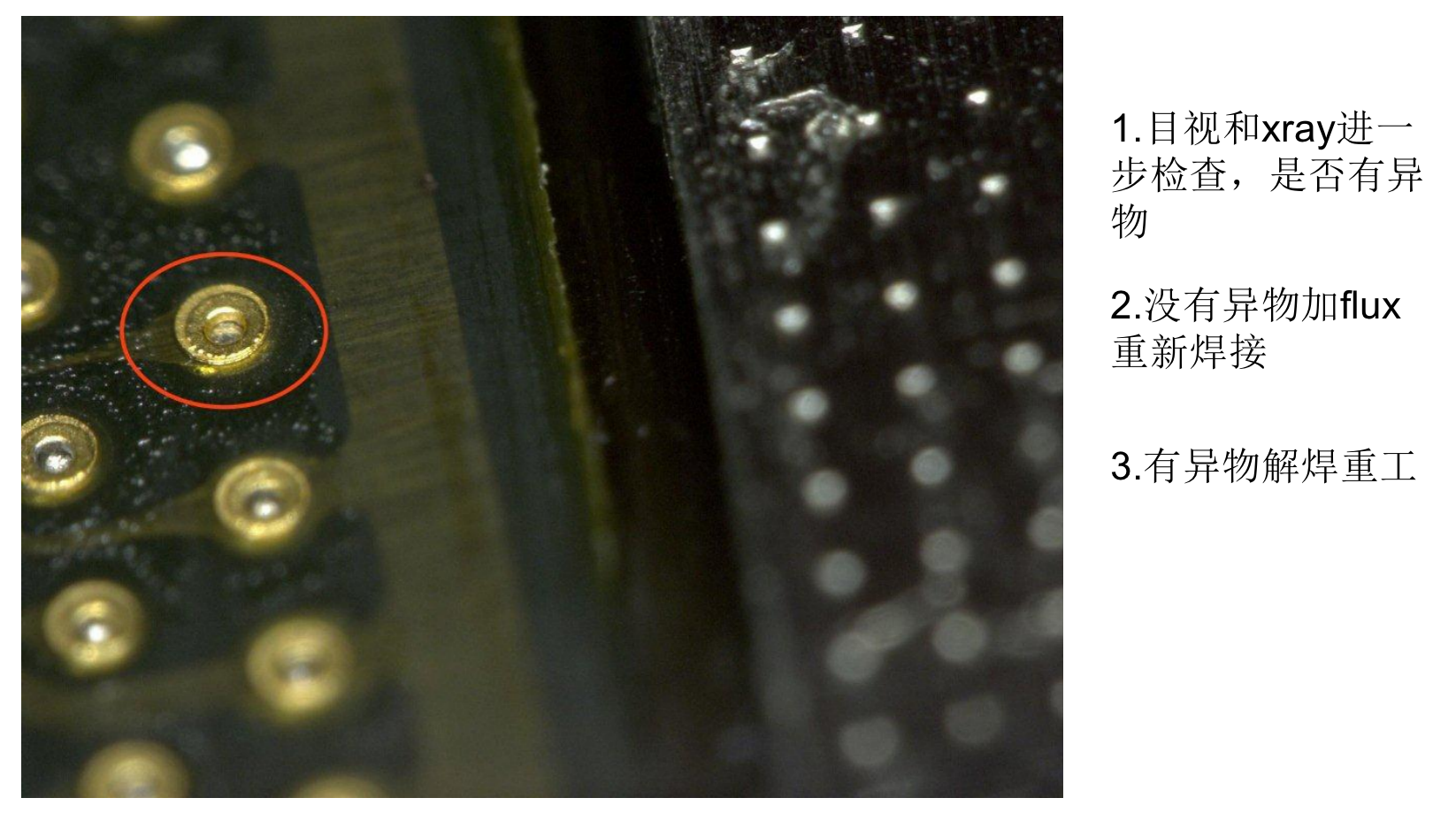
6.Open
Good&OK
短路
少锡
溢锡
冷焊
Open
- 上一篇:没有了;
- 下一篇:自动化设备定义——ZaX


-
激光焊接机有哪些种类,特色和性价比怎么样? [2022-10-11]
激光焊接是一种非触摸焊接,操作过程不需要压力。其工作原理是将高能强度激光束直接照射到数据表面,通过激光与数据的相互作用熔化数据内部,然后冷却结晶形成焊缝。手持激光焊接机根据不同的应用方法,激光焊接机分为手持式激光焊接机和台式激光焊接机,那么这两种激光焊接机的优点是什么呢?手持激光焊接机的优缺点1.激光束质量好,焊接速度快,焊缝美观,为用户带来髙效完善的焊接解决方案。2.手持式水冷焊枪,人体工程学规
-
电阻焊乃至整个焊接的发展历史 [2022-01-13]
在20世纪中后期,焊 接技术的发展有了长足的进步,研制出了激光焊 接和电子束焊。如今,焊 接机器人已广泛应用于工业生产。研究者们仍然在不断地研究焊 接本质,不断研发新的焊 接工艺,进一步提高焊 接质量。金属制的历史可追溯至几千年前,早期青铜时代和铁器时代就出现在欧洲和中东。几千年前的两河文明已经逐渐采用软钎焊技术。蕞初340年,当制造出重约5.4吨的印度德里铁柱时,已经采用了焊 接技术。中古时代铁
-
激光焊接和点焊各有什么特点? [2022-02-14]
激光焊接是一种新型的焊接方法,是一种高科技的材料焊接加工。激光焊接主要针对薄材料和精密零件的焊接。焊接过程是一种快速的导热熔焊。激光辐射加热面,表面通过热传导加热到内部扩散,通过控制激光脉冲的宽度、能量、峰值功率和重复频率,形成特定的熔池。可实现对接焊、焊接堆叠、密封焊和脉冲点焊。深宽比高,焊缝宽度小,热影响区小,变形小,焊接速度快,焊缝光滑美观。激光焊接、激光标记、激光雕刻、激光雕刻加工设备和专