

3C电子行业焊接介绍——ZaX
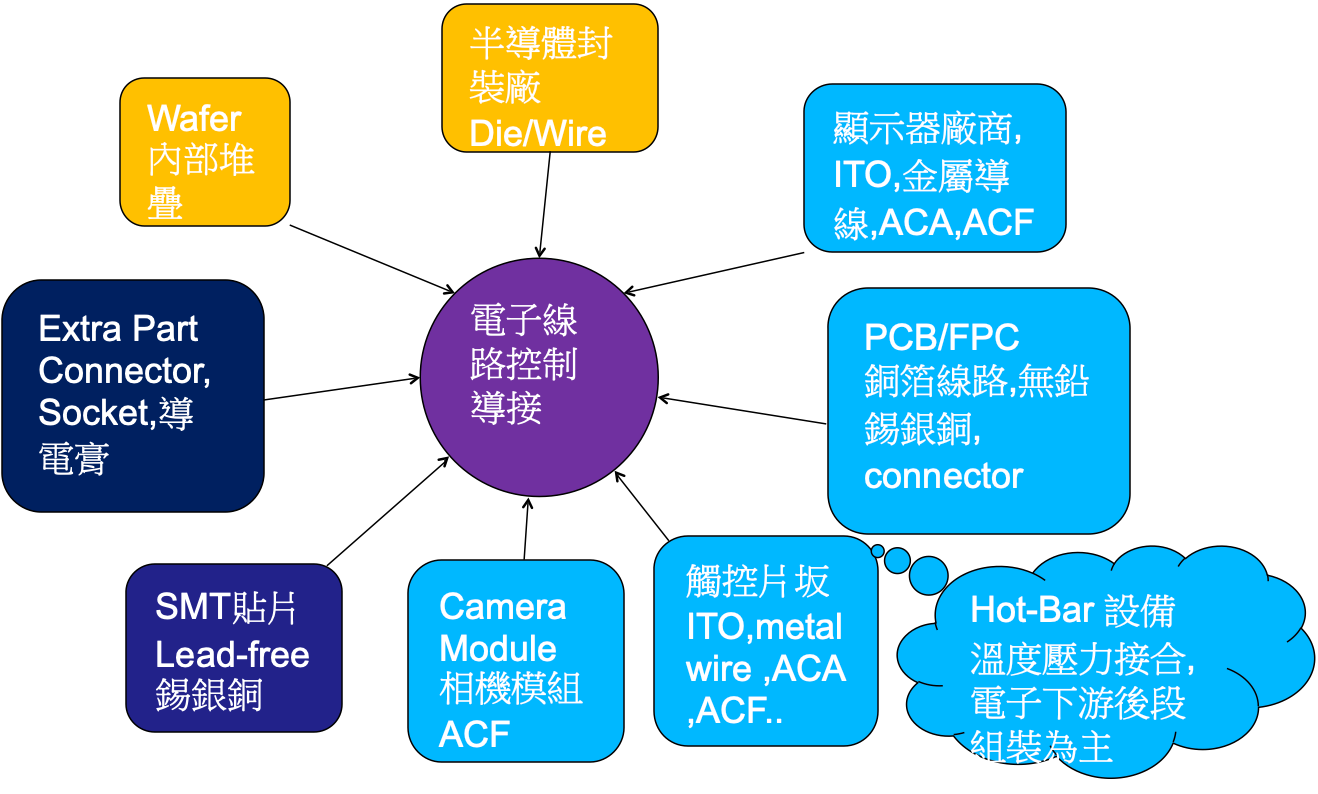
所有电子迴路控制皆以不同需求的设计与相搭应的导电材料发展歷程而有所不同,若以导电性考量来说 ,不同导电材料(金属/非金属) , 相对於不同产业链的发展与需求也逐步调整变化,近期是以石墨稀材料较热门。
下面单独介绍下Flux的作用
Flux作用為何??作用温度范围為何?? Flux越多越好??
a. Flux助銲剂如其名是帮助銲接,其主要作用在於利用其酸性特质清除銲接金属表面污染物达到助銲效果,当然效果佳=活性好=酸度高=腐蚀性强,故一般而言有,无机酸>天然松香 >人工松香,若銲接后残留於外部或锡銲内部,长期温湿氧化条件下是会有问题的,中等效能(天然松香)可能需要銲接后以溶剂或水洗.用於Reflow条件下可用,因其残留Flux会因长时间作用温度下挥发.但一般锡丝用於Rework or 雷射点銲无此条件,大部分用人工松香(免洗). Flux以松香為主体(Other醇类,胺类,有机酸..),且现今不允许卤性物质。
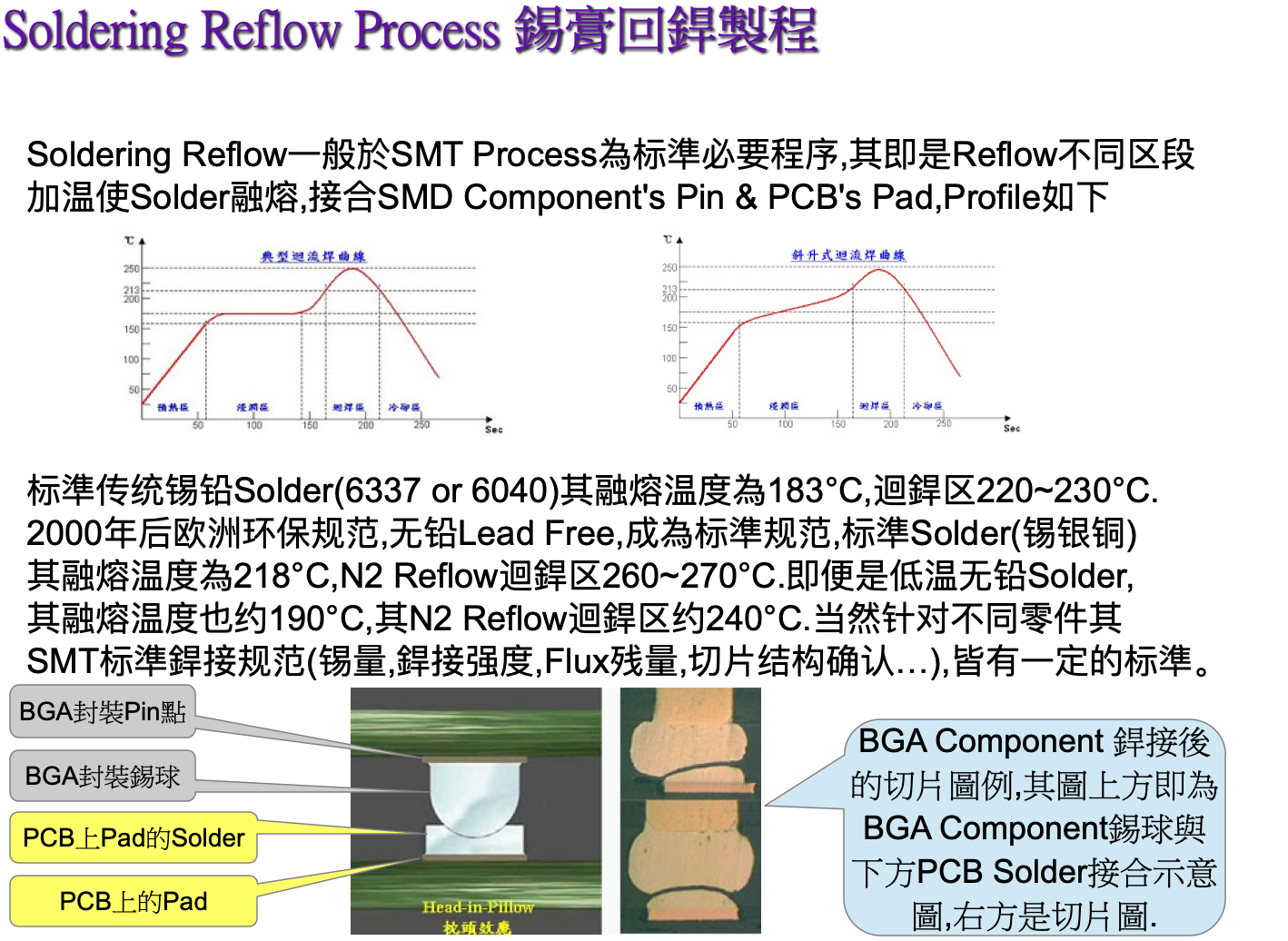
b.传统Sn/Pb(183°C), 其工作温度约150°C以上,标準无铅Solder (218°C)170°C以上,基本上即在融熔温度前工作,且考量常温时的活性不能是高的。
c. Flux当然不是越多越好,於标準Reflow Process其大部分会作用挥发,若残留於銲接处外缘或锡銲内部,其会影响强度与未来腐蚀问题.(人工手銲or雷射点銲条件不同需注意)
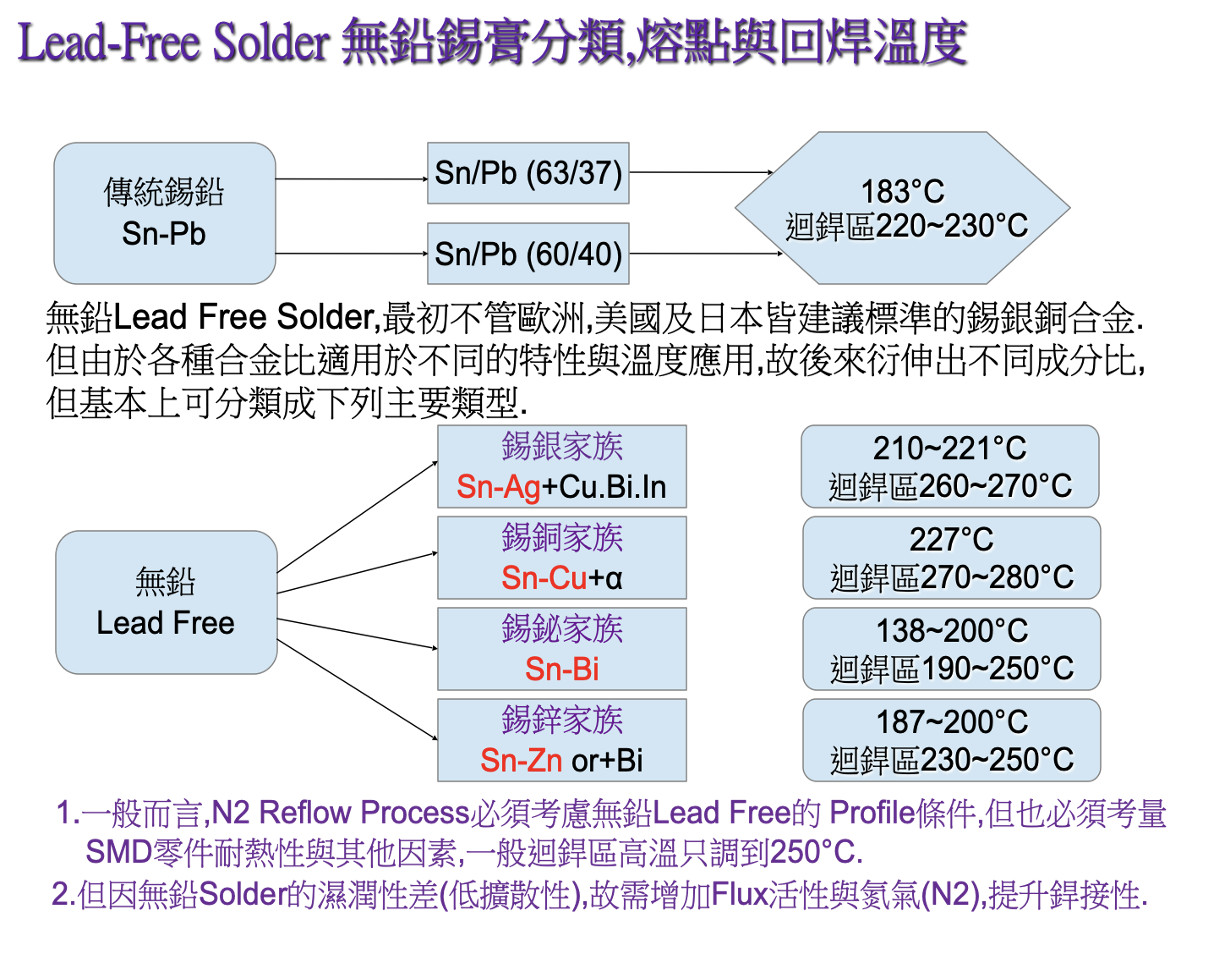
2. 最佳迴銲温度(Sn/Pb 230°C or Sn/Ag/Cu 270°C)若未到达会有何影响???
以Sn/Ag/Cu為例,170~215°C的浸润区,其Flux活化作用.迴銲区215>250>215°C其大部分溶剂(Flux活性剂...)作用挥发,其接合金属材质於冷却固化后,其强度才可预期。
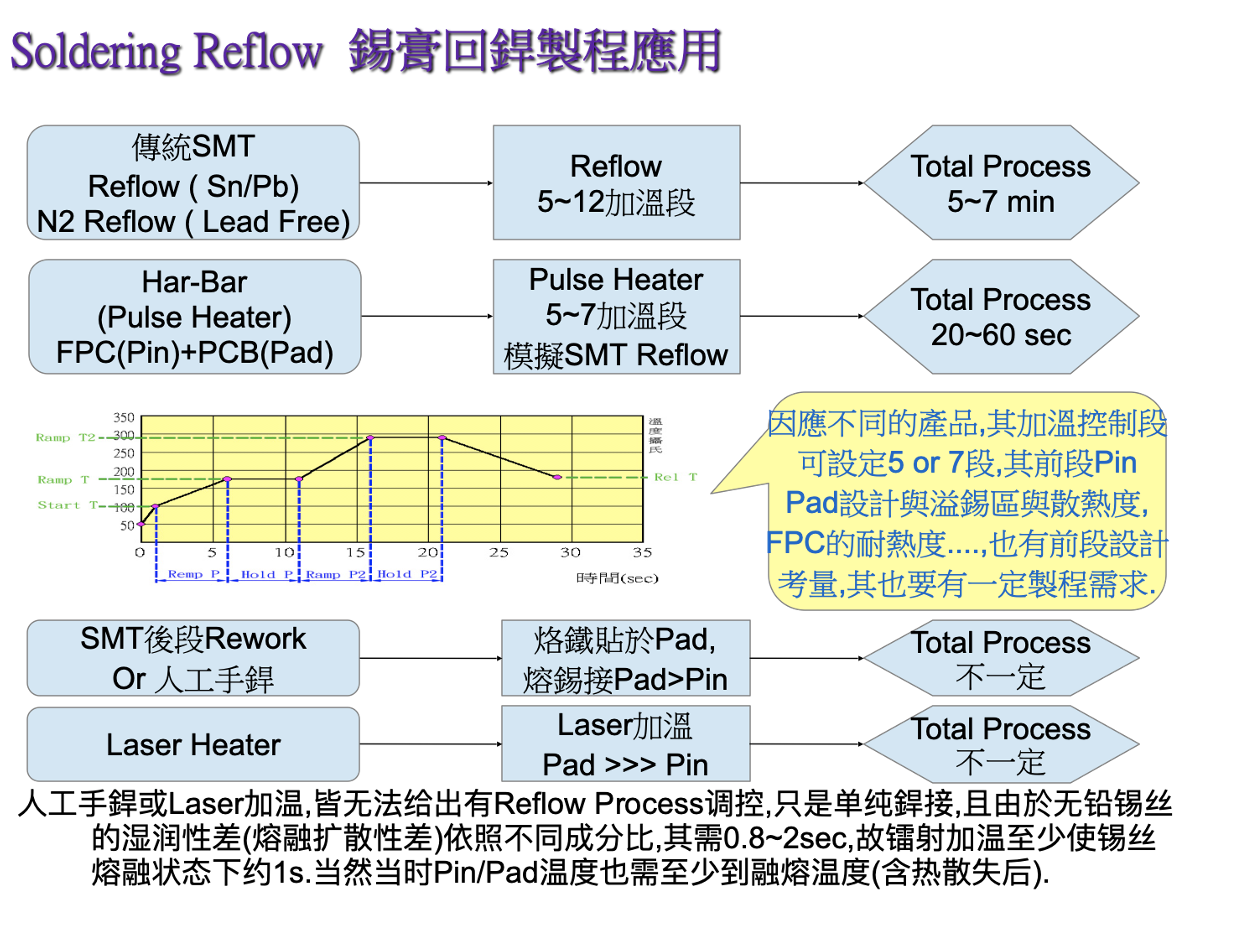
Ps:依人工手銲也是先设定Constant Heater 330°C,将洛铁头接於Pad处,人工送锡熔融后接合Pad>Pin,而雷射加热加延迟时间,其Start+ParkingTime的前后温度差,与Start点温度為何??Parking Time后高点温度為何??何温度最适合??也要一併考量。
3. Soldering Reflow后的检测考量点為何???
依照SMT标準规范,以目前銲接FPC+FPC的Pin/Pad接合也应该是一体适用,而目前只专注的烫伤,锡量,短路or空銲问题,只是最基本的,其电性阻值,銲接强度,耐久环境测试,破坏性测试(切片结构)...皆须考量,故以Hot-bar加温也须搭配製程全面性考量。
- 上一篇:Bonding 工艺介绍——ZaX(篇幅一)
- 下一篇:激光焊锡工作原理及工作方式


-
激光焊接机有哪些种类,特色和性价比怎么样? [2022-10-11]
激光焊接是一种非触摸焊接,操作过程不需要压力。其工作原理是将高能强度激光束直接照射到数据表面,通过激光与数据的相互作用熔化数据内部,然后冷却结晶形成焊缝。手持激光焊接机根据不同的应用方法,激光焊接机分为手持式激光焊接机和台式激光焊接机,那么这两种激光焊接机的优点是什么呢?手持激光焊接机的优缺点1.激光束质量好,焊接速度快,焊缝美观,为用户带来髙效完善的焊接解决方案。2.手持式水冷焊枪,人体工程学规
-
激光焊的分类 [2022-05-10]
激光焊的分类一、按控制方式可分为:手动激光焊接机、自动激光焊接机、振镜激光焊接机。二、按激光可分为YAG激光焊接机、半导体激光焊接机、光纤激光焊接。激光焊接有两种基本模式:激光热导焊和激光深熔焊。前者使用的激光功率密度较低(105~106W/cm2)。工件吸收激光后,只达到表面熔化,然后通过热传导将热量传递到工件内部形成熔池。这种焊接方式熔化深度和深度相对较小。后者激光功率密度高(106~107W
-
激光焊接和点焊各有什么特点? [2022-02-14]
激光焊接是一种新型的焊接方法,是一种高科技的材料焊接加工。激光焊接主要针对薄材料和精密零件的焊接。焊接过程是一种快速的导热熔焊。激光辐射加热面,表面通过热传导加热到内部扩散,通过控制激光脉冲的宽度、能量、峰值功率和重复频率,形成特定的熔池。可实现对接焊、焊接堆叠、密封焊和脉冲点焊。深宽比高,焊缝宽度小,热影响区小,变形小,焊接速度快,焊缝光滑美观。激光焊接、激光标记、激光雕刻、激光雕刻加工设备和专