

Bonding 工艺介绍——ZaX(篇幅一)
PCB 固定座(JIG)设计及材质选择,以及压合的位置; Thermode 之尺寸; FPC 的型式; PCB 的尺寸及线路 Layout 的情形; PCB Pad 沾锡量及大小而定; 压力的设定; 温度、时间参数设定。
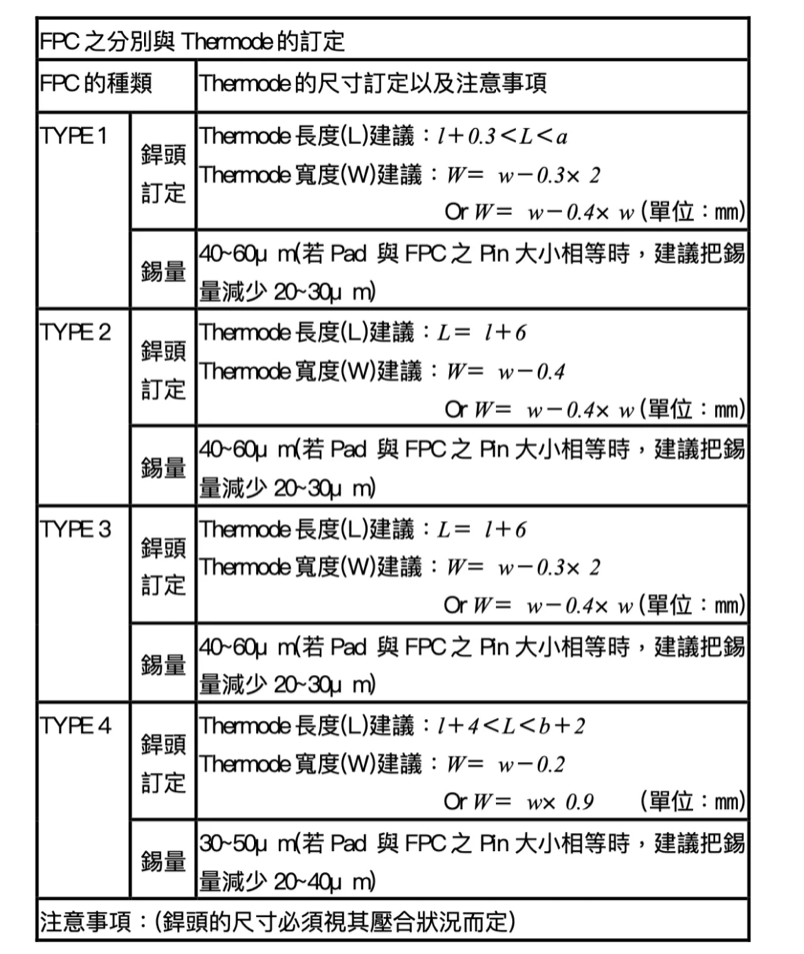
FPC 的型式
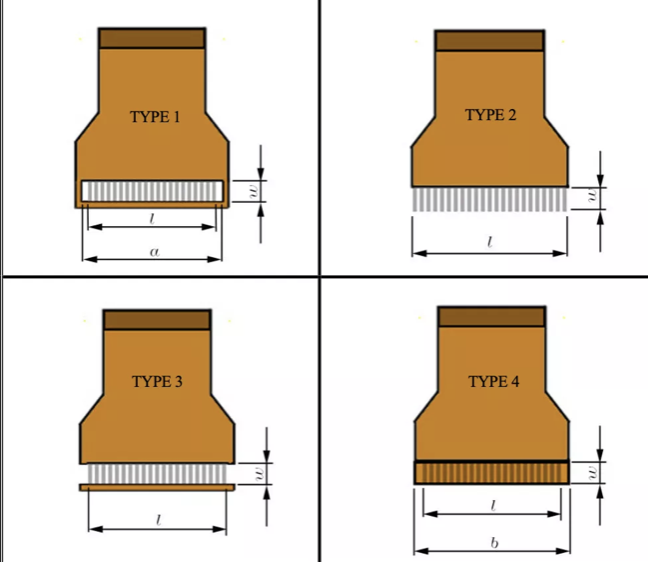
Thermode 之尺寸
若其 PCB 上的 Pad 长度比 FPC 长度要长时,此时其多馀的区域可作为溢锡区,如右图所示。
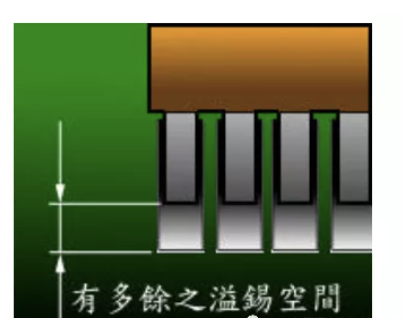 因此考虑加大 Thermode 宽度 尺寸,相对的可以减少压合温度及时间。
因此考虑加大 Thermode 宽度 尺寸,相对的可以减少压合温度及时间。在压合 Type 1, Type 2, Type 3 时,若不考虑 Thermode 沾锡的问题时,可以不使用 PI膜 直接压合,此压合的优点为锡点较亮外观美;缺点是 Thermode 易沾锡而造成下一片锡量 变多(量少,并不造成压合后有短路风险)。
在压合时需注意压合位置的高度问题,尽量避免压合位置有因绝缘漆 而造成高矮有差的状况,以及避免压合面处或周围的地方有零件造成零件损坏及压合不良。
当压合之 PCB 的线路设计有过于复杂以至于影响压合时之传热情形 时,视情况而需加大热压头尺寸。
若PCB散热严重,此时可以设计使用下加热方式。将CDM更换成钢,增加专用加热棒和测温线,采用下加热模式给底部治具预加热。
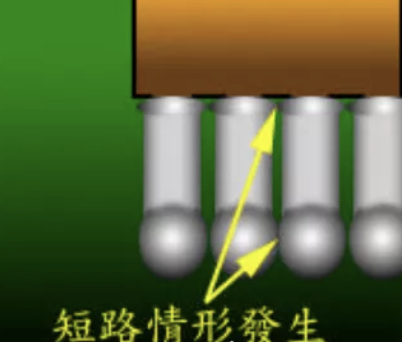
当压合之FPC 时,可能会有锡珠溢出,小锡珠会造成外观不 良,而大锡珠则有可能会造成外部短路的情形。




-
这么多的激光雕刻机厂家当中不可以盲目的寻找 [2021-08-16]
我们也该明白激光雕刻机的厂家越来越多,在这么多的激光雕刻机厂家当中更不可以盲目的寻找,我们该怎样寻找?寻找个评论更好的,各位能在网上对比一下,如此就能明白哪一家激光雕刻机厂家在外界的口碑较为更好了,如果个地方的口碑相比而言更好,各位也可以更放心的寻找。但如果个地方的口碑不太好,各位不能寻找。品质怎样是格外紧要的,因为激光雕刻机需要选用很久的时间,所以产品的品质就显得格外紧要。如果激光雕刻机厂家所制
-
激光焊接塑料在医疗零件中的应用 [2021-09-27]
在生物和医学工程领域,激光技术的应用越来越广泛,直接应用于人体的治疗和诊断流程、医疗器械和植入物的制造。 当然,高可靠性和强大的激光系统也良好地应用于医疗器械塑料组件的连接。 那么,这些激光设备的功能怎么样? 他们是怎么工作的? 塑料是许多设备及其零部件的理想材料。 容易成型,容易清洗,材料本身重量轻,只是高温灭菌。 连接两个注塑塑料零件可以通过化学、热效应或机械技术进行。 这取决于产品的
-
压焊机机械分类 [2021-08-16]
多工位热压焊机多工位热压焊接机,包括机架,转盘,对线调整机构,焊接机构,电机,转盘定位机构和电气控制部分,机架上紧固底座,转盘位于底座上方,安装在机架内的电机驱动垂直穿过底座中并由其支撑的转轴间歇转动,从而带动和转轴垂直紧固的转盘间歇转动,在转盘上设置的工位位置开槽孔,在槽孔上安装可相对槽孔作上下移动的浮动装置,转盘上沿圆周方向可均匀地设置多个工位。超声波压焊机超声波压焊的原理是由超声波发生器产生